
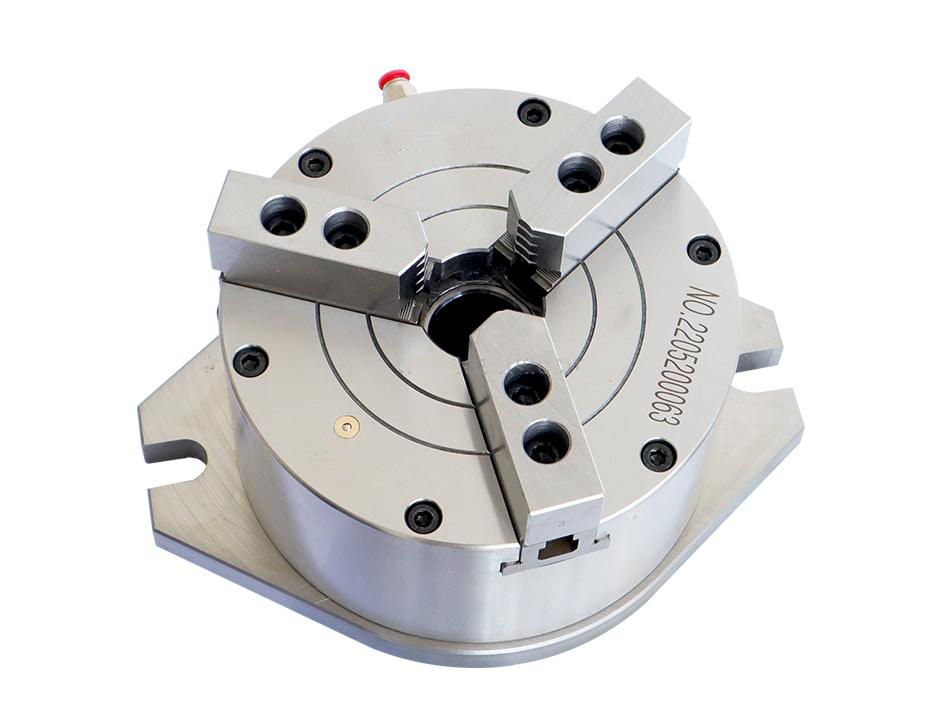
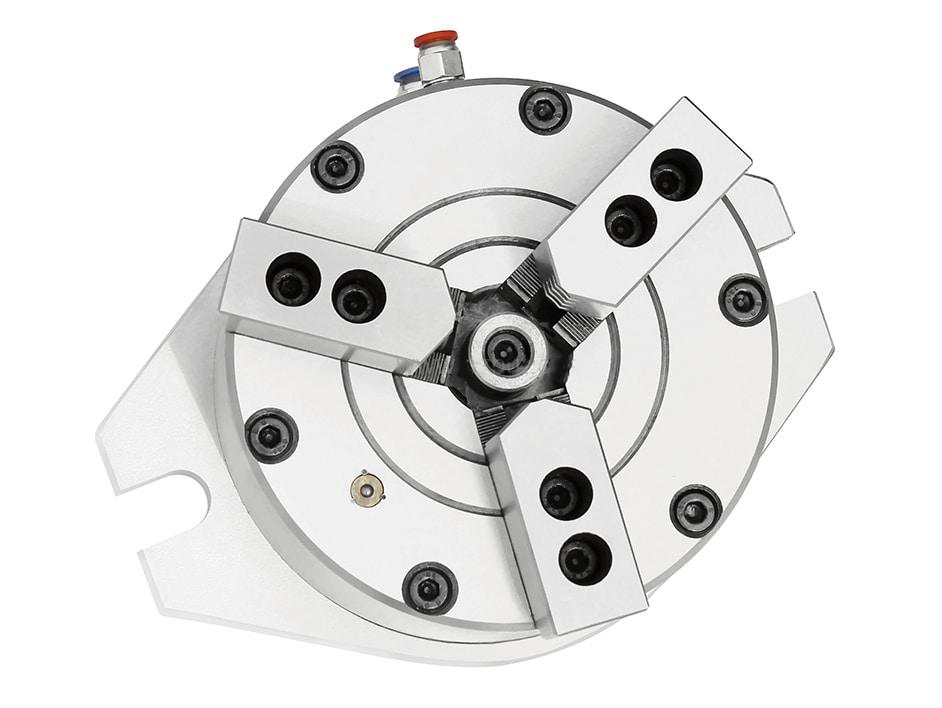
2-Jaw Solid Pneumatic Chuck
The solid-center design is used when through-spindle feeding is not required. It is suitable for balanced clamping of shaped parts.
Clean compressed-air clamping for turning, vertical fixtures and fast part changeover.
KORRETTO pneumatic chucks use clean compressed air to clamp and release workpieces without a hydraulic oil circuit. They are suitable for applications where the factory has stable air supply, needs faster part changeover, or wants to reduce the risk of hydraulic oil leakage around the work area. This range covers 2-jaw, 3-jaw, 4-jaw, semi-through-hole, vertical and front-mounted pneumatic chucks, along with related pneumatic collet chuck solutions.
These pneumatic chucks are used for turning, vertical workholding and air-actuated clamping. Choose by jaw number, solid or through-hole structure, spindle arrangement, workpiece shape and available air pressure. Clamping force and maximum speed must be checked against the technical data for each model.
The solid-center design is used when through-spindle feeding is not required. It is suitable for balanced clamping of shaped parts.

Four jaws help support non-round workpieces. Setup and inspection time should be considered in the production cycle.

A practical 3-jaw pneumatic chuck for air-actuated clamping. Confirm gripping range, spindle interface, air pressure and required clamping force.

Used when a full through-hole design is not required but the workpiece or process needs limited internal clearance.
Suitable for vertical or fixed workholding stations where a through-hole and side air supply are required.
Used when a compact vertical pneumatic chuck is needed and the workpiece does not need to pass through the center.

Mounted at the spindle end with a through-hole structure. Selection should follow the chuck drawing, stroke, air pressure and spindle interface requirements.
Pneumatic collet chucks and fixed collet units are used when the workpiece is better held by a collet-type mechanism or when the clamping unit is installed on a fixed station instead of a rotating spindle.

Used where fast clamping and clean air operation are required. It should be evaluated together with through-hole size and bar feeding requirements.

Helps reduce overhang at the spindle nose and can be selected when machine space and maintenance access are important.

Used where the clamping unit is mounted to a fixed work station. Confirm mounting holes, piping direction and available air or hydraulic supply.
Send the workpiece drawing, machine interface, available air pressure, required cycle time, cutting load and automation requirements. We can help check whether a pneumatic chuck, hydraulic chuck, collet chuck or another workholding solution is more suitable.
Submit Your Project- Stable, clean and dry compressed-air supply is available.
- The process requires fast clamping and release.
- The work area needs to reduce hydraulic oil leakage risk.
- Cutting load is moderate and the required clamping force can be met with air pressure.
- Heavy interrupted cutting or higher clamping force: check Hydraulic Chucks.
- Manual setup and low automation demand: check Manual Chucks.
- Thin-wall or easily marked workpieces: check Rubber-Flex Collets, Collet Chucks or Diaphragm Chucks.
- Internal bore location: check Expanding Mandrels.
| Requirement | Start with |
|---|---|
| General short parts with air-actuated external clamping | 3-Jaw Solid Pneumatic Chuck |
| Symmetric shaped parts or two-point clamping | 2-Jaw Solid Pneumatic Chuck |
| Square or four-sided parts | 4-Jaw Solid Pneumatic Chuck |
| Partial bore clearance without full through-hole passage | 3-Jaw Semi-Through-Hole Pneumatic Chuck |
| Vertical fixture with through-hole requirement | 3-Jaw Vertical Through-Hole Pneumatic Chuck |
| Vertical fixture for short parts | 3-Jaw Vertical Solid Pneumatic Chuck |
| Lathe spindle-end through-hole clamping | Front-Mounted Through-Hole Pneumatic Chuck |
| Bar stock or collet-type clamping | High-Speed Pneumatic Collet Chuck / Front-Mount Collet Chuck |
| Requirement | Related solution |
|---|---|
| Higher clamping force or heavy cutting | Hydraulic Chucks |
| Simple wrench-operated setup | Manual Chucks |
| Thin-wall or easily marked external clamping | Rubber-Flex Collets / Collet Chucks / Diaphragm Chucks |
| Internal bore location | Expanding Mandrels |
| Face clamping, pipe-thread clamping or special workpieces | Special Hydraulic Chucks |
| Fixed table workholding | Machine Vises / Fixed Collet Chucks |
A pneumatic chuck requires stable, clean and dry compressed air. Water, oil mist and particles can affect valves, seals and clamping repeatability.
It depends on the chuck size, air pressure, piston area and cutting load. Heavy interrupted cutting should be checked against the clamping force data. If the force margin is not sufficient, a hydraulic chuck may be more suitable.
Yes. Pneumatic chucks can be used on CNC lathes when the spindle interface, through-hole requirement, air supply, speed and clamping force are properly matched.
Choose a pneumatic chuck when clean air, fast clamping and reduced oil leakage risk are important. Choose a hydraulic chuck when higher clamping force, longer holding time or heavier cutting loads are required.
A solid chuck has no center through-hole and is used for short parts. A semi-through-hole chuck provides partial internal clearance. A through-hole chuck allows bar, tube or long workpieces to pass through the center.
Yes. Lower air pressure reduces available clamping force. Stable pressure, filtration and drainage should be maintained, and a proper safety margin should be used.
Pneumatic jaw chucks clamp with jaws and are often selected by jaw number and workpiece shape. Pneumatic collet chucks clamp through a collet mechanism and are often used for bar stock, smaller diameters and repeat clamping.