三爪卡盘使用指南:自定心原理、跳动检查与日常维护
发布时间:2026-03-11|更新:2026-07-17|作者:曲子彧
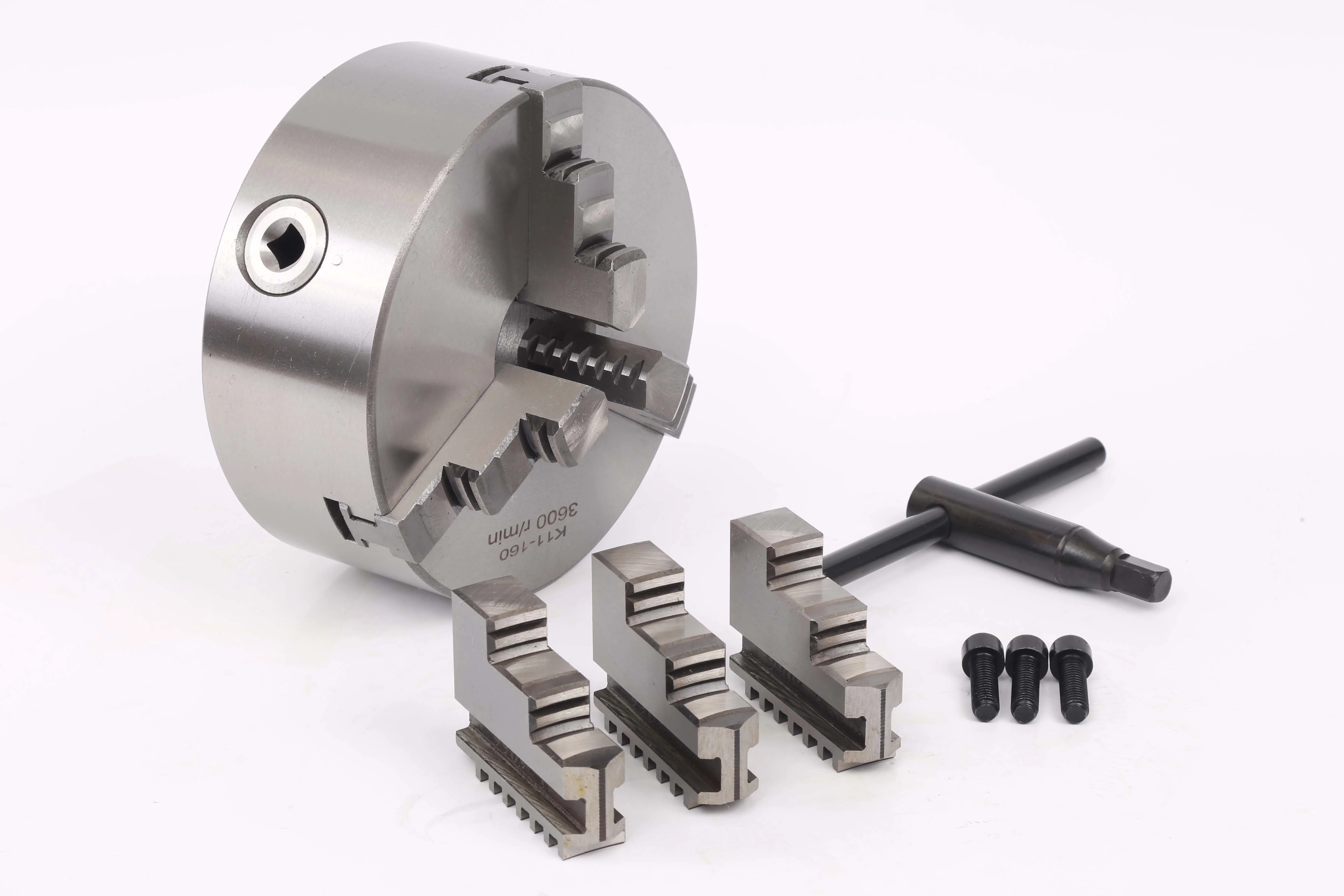
三爪卡盘是一类常见的车床夹具,通常通过三个卡爪同步向中心移动来夹紧圆棒、圆管、短轴类和规则圆柱工件。三爪自定心卡盘的核心优势是装夹速度快、操作简单、适合重复加工;但如果工件外圆不规则、需要偏心找正或对单件同心度要求很高,应同时评估四爪独立卡盘或精密夹持方案。本文也可作为车床卡盘选型、手动卡盘选型及理解三爪和四爪卡盘区别的参考。
三爪卡盘的工作原理
三爪卡盘通常通过盘丝、伞齿轮或等距传动机构,使三个卡爪沿径向同步移动。当操作扳手或驱动机构转动时,三个卡爪以相同距离向中心靠拢或向外退出,从而实现工件夹紧和松开。
由于三个卡爪同步移动,三爪卡盘通常具备自定心能力,也常被称为三爪自定心卡盘。理解三爪卡盘工作原理和三爪自定心原理,有助于判断卡盘跳动、夹紧不稳和重复定位问题。它适合外圆规则、直径稳定的圆柱工件;但自定心并不等于绝对零跳动,实际精度仍受卡盘制造精度、卡爪磨损、工件外圆质量、安装同轴度和清洁状态影响。
三爪自定心卡盘适合哪些工件?
| 工件类型 | 是否适合三爪卡盘 | 原因 | 注意事项 |
|---|---|---|---|
| 圆棒夹持、圆管、短轴类工件 | 适合 | 外圆规则,三个卡爪可快速同步夹紧。 | 需确认外圆表面、夹持长度和径向跳动要求。 |
| 批量圆柱件加工 | 适合 | 装夹速度快,重复操作效率高。 | 批量加工前应做首件跳动检查。 |
| 方形件、异形件、不规则毛坯 | 通常不优先 | 三爪同步夹紧难以单独调整每个夹持点。 | 建议评估四爪独立卡盘或定制夹具。 |
| 偏心加工或需要单件找正的工件 | 通常不优先 | 三爪卡盘难以对单个方向进行独立找正。 | 偏心工件夹持建议评估四爪卡盘或专用偏心夹具。 |
| 薄壁件或表面易压伤工件 | 需谨慎 | 硬爪局部夹紧可能造成压痕或变形。 | 薄壁件夹持可评估软爪、橡胶夹头卡盘或薄壁夹持方案。 |
三爪卡盘选型:适合哪些工件?不适合哪些工件?
快速结论:三爪卡盘适合规则圆柱工件的快速夹持,优势是装夹效率和自定心能力;当工件为异形、方形、偏心或需要单件精确找正时,应优先评估四爪独立卡盘、软爪、筒夹卡盘或定制夹具。
- 适合三爪卡盘:圆棒、圆管、短轴、规则外圆工件和批量重复装夹。
- 适合四爪独立卡盘:方形件、异形件、偏心件和需要逐爪找正的单件加工。
- 适合筒夹卡盘:小直径、外圆稳定、同心要求较高的棒料或轴类件。
- 适合橡胶夹头卡盘:表面易压伤、薄壁或需要大接触面积柔性夹持的工件。
| 选型问题 | 判断方式 | 建议方向 |
|---|---|---|
| 工件外圆是否规则? | 外圆规则、尺寸稳定、夹持面完整。 | 可优先考虑三爪自定心卡盘。 |
| 是否需要单独找正? | 工件偏心、方形、异形或毛坯余量不均。 | 优先评估四爪独立卡盘。 |
| 是否关注卡盘径向跳动? | 需要较好同心度或精加工稳定性。 | 检查卡盘安装、卡爪磨损、软爪镗削和工件外圆质量。 |
相关产品与进一步选型
相关文章
如果不确定应选择三爪卡盘、四爪卡盘、筒夹卡盘还是柔性夹头,可提供工件外径、形状、夹持长度、加工精度和批量要求。联系库来特确认卡盘选型方案
三爪卡盘跳动大、夹紧不稳时应检查什么?
工程结论:三爪卡盘跳动大或夹紧不稳,通常与卡盘安装、卡爪磨损、工件外圆质量、夹持长度、清洁润滑和切削负载有关。卡盘精度校准和卡盘维护不能只通过加大夹紧力解决,应先确认基准和接触状态。
1. 先检查卡盘安装与主轴连接
如果卡盘与主轴连接面有切屑、毛刺或装配偏差,卡盘整体同轴度会受到影响。安装或重新拆装卡盘后,应先检查安装面清洁状态,再用百分表检测卡盘基准面和试棒跳动。
2. 检查卡爪磨损和夹持面状态
卡爪长期夹持后可能出现磨损、压痕或局部接触不均。硬爪磨损会导致夹紧不稳,软爪使用前通常需要按实际夹持直径镗削,以保证夹持面与工件外圆贴合。
3. 检查工件外圆和夹持长度
三爪卡盘依赖外圆夹持,如果工件外圆圆度差、毛坯表面粗糙或夹持长度过短,就容易出现跳动和滑移。对于短夹持面或外圆质量不稳定的工件,应评估软爪、四爪找正或专用夹具。
| 异常表现 | 常见原因 | 建议检查项 |
|---|---|---|
| 径向跳动偏大 | 安装面不清洁、卡爪磨损、工件外圆不圆或夹持长度不足。 | 主轴连接面、卡盘安装、试棒跳动、卡爪接触面。 |
| 夹紧不稳 | 夹持面接触不足、夹紧力不均、工件表面粗糙或切削负载过大。 | 夹持长度、卡爪磨损、工件表面、切削参数。 |
| 批量尺寸波动 | 重复装夹位置不一致、切屑进入卡爪或润滑维护不足。 | 清洁频率、润滑状态、卡爪开合顺畅性、首件检测。 |
| 薄壁件变形 | 硬爪局部压紧、夹紧力过大或接触面积不足。 | 软爪、橡胶夹头、筒夹卡盘或低变形夹持方案。 |
维护建议
三爪卡盘日常维护应包括清理卡爪槽、检查润滑、观察卡爪磨损、定期检测跳动和检查夹紧机构。对于批量生产,应建立首件检查和定期巡检习惯,避免切屑堆积或润滑不足导致夹持精度下降。
常见问题解答
三爪卡盘的工作原理是什么?
三爪卡盘通过盘丝、伞齿轮或同步传动机构,使三个卡爪同时向中心移动或向外退出。三个卡爪同步运动,因此可以快速夹紧规则圆柱工件并实现自定心。
三爪自定心卡盘为什么能自动定心?
三爪自定心卡盘的三个卡爪由同一传动机构同步驱动,卡爪移动距离相同,所以工件会被推向卡盘中心。实际定心精度仍受卡盘精度、卡爪磨损、工件外圆和安装状态影响。
三爪卡盘适合哪些工件?
三爪卡盘适合圆棒、圆管、短轴和规则圆柱类工件,尤其适合需要快速装夹和批量重复加工的场景。不规则、方形、偏心或异形工件通常更适合四爪独立卡盘或定制夹具。
三爪卡盘跳动大怎么办?
应先检查卡盘安装面是否清洁、卡爪是否磨损、工件外圆是否规则、夹持长度是否足够,再用百分表检测试棒或工件跳动。对于精加工,可考虑软爪镗削、重新找正或更换夹持方案。
三爪卡盘夹紧不稳是什么原因?
常见原因包括夹持面接触不足、卡爪磨损、工件外圆粗糙、夹持长度过短、切削负载过大或卡爪槽内有切屑。应先清洁并检查夹持面,再调整夹紧力和切削参数。
需要确认三爪卡盘选型或跳动问题?
库来特可根据工件外径、夹持长度、材料、加工内容、精度要求和机床接口,协助判断三爪卡盘、四爪卡盘、筒夹卡盘或柔性夹持方案。
 津公网安备12011102001907号
津公网安备12011102001907号