
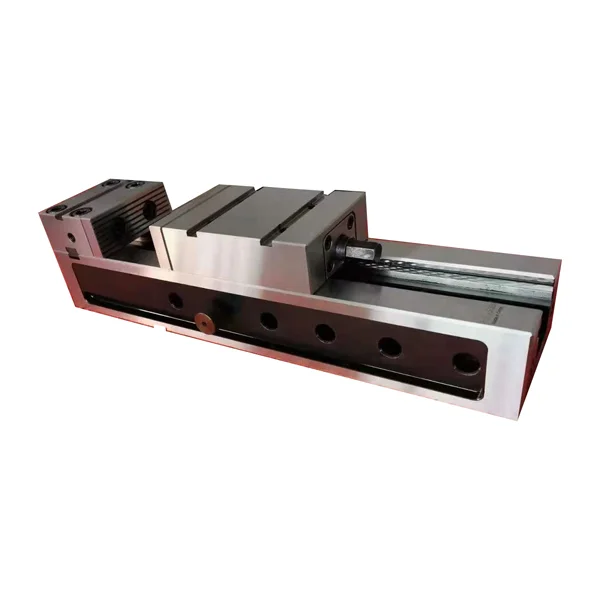
标准精密虎钳
单工位结构,夹紧力大,适合常规立式加工与批量棱形件。
下列为立式、卧式与五轴加工中心常用虎钳系列入口;可结合开口、钳口高度与台面布局初选,再核对工件与刀具干涉。
请提交工件图纸、台面接口与目标节拍,我们协助判断。
虎钳路线擅长台面侧棱形件夹紧;回转体车削仍以卡盘类为主。
先锁定机床类型与节拍,再展开下方精度与定制要点。
库来特精密虎钳系列采用 20CrMnTi 渗碳淬火,硬度 HRC 58–62,典型精度指标可作为与现场工艺核对的基础。
平行精度 100:0.005 mm、垂直精度 50:0.02 mm 等级可保证棱形件稳定夹紧;夹紧上浮小于 0.01 mm 有利于精密铣削定位。
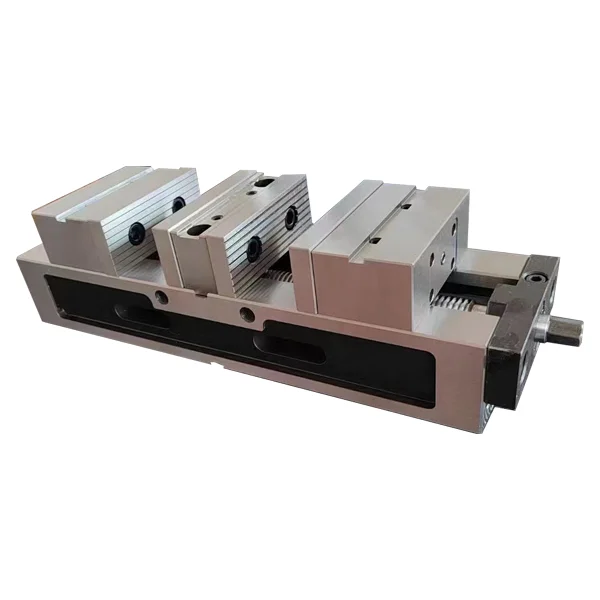
单件试制与通用加工偏向标准系列;成对或小件批量可考虑双工位、多工位以压缩装夹辅助时间。
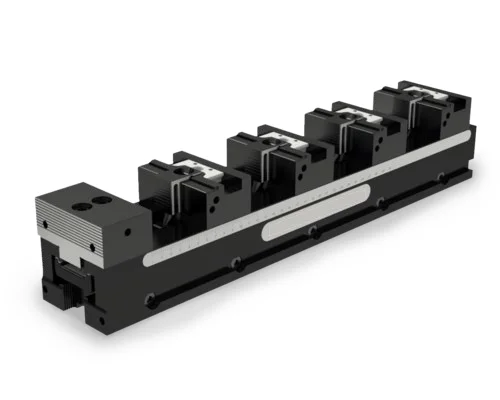
五轴加工需核对钳身高度、避让槽与刀轴极限摆角;敞开式结构可减少二次翻面。
支持非标钳口、加高块与 T 型槽转接;提交机床工作台尺寸与夹具总高可缩短方案周期。
台面铣削常与磁力吸盘、第四轴组合;车削线仍以卡盘为主。
棱形件单序铣削、习惯侧向固紧时常用标准系列;需要双向同步夹紧、减少二次找正时优先考虑自动对中虎钳。
五轴加工需要更大刀具摆角与更少夹具干涉,超低轮廓与敞开结构有助于减少遮挡并保持重复定位。
小件族系批量、希望提高台面利用率时,多工位可在一次装夹中排布多件,但需核对夹紧力分配与切削干涉。


 津公网安备12010402001379号
津公网安备12010402001379号