产品概述
内涨橡胶筒夹卡盘(盲孔内涨)面向以内孔为定位基准的工件,也可作为“涨套卡盘”“内胀夹具”或“内涨夹头”类方案理解:在盲孔或半通孔内形成周向胀紧与支撑,适合关注孔壁均匀受力与表面保护的回转夹持。与以外圆为主的夹持方式相比,内涨路线更强调孔径、孔深与胀紧行程的匹配。
结构上延续橡胶筒夹的分瓣金属本体与硫化橡胶填充:既保留金属夹持部位的硬度与刚性,又通过橡胶层提供可控弹性胀紧;槽缝不易积聚铁屑,有助于改善维护体验。实际胀紧效果与重复表现仍需结合孔形公差、壁厚、材料与试夹确认。
涨套卡盘、内胀夹具与内涨橡胶筒夹的关系
在实际使用中,“涨套卡盘”“内胀夹具”“内涨夹头”和“内涨橡胶筒夹卡盘”经常用于描述相近的夹持思路:以工件内孔为基准,通过夹持单元向外胀开,使工件在内孔处完成定位、支撑和夹紧。不同叫法的差别主要来自结构形式、驱动方式、是否带橡胶柔性层,以及是否用于盲孔或通孔工件。
内涨橡胶筒夹的特点,是在分瓣金属夹持单元之间结合硫化橡胶。金属部分提供硬度和支撑,橡胶层提供弹性补偿、密封和较大的接触面积。这样既能以内孔为基准完成胀紧,也有助于降低局部夹伤和切屑进入槽缝的风险。
| 常见叫法 | 核心含义 | 适合工况 | 选型注意 |
|---|---|---|---|
| 涨套卡盘 | 通过涨套或胀紧单元向外扩张,夹紧工件内孔。 | 以内孔定位加工外圆、端面或外部特征的工件。 | 需要确认孔径、公差、孔深、壁厚和胀紧长度。 |
| 内胀夹具 | 泛指以内孔为基准向外胀紧的夹持方案。 | 套类、环类、盲孔或半通孔回转件。 | 需要结合工件材料、切削负载和变形风险判断。 |
| 内涨橡胶筒夹卡盘 | 分瓣金属本体结合硫化橡胶,实现柔性内涨夹持。 | 需要保护内孔表面、减少切屑卡滞或改善接触分布的工件。 | 具体夹持范围、允许转速和拉力以型号样本为准。 |
如果工件是通孔、长孔或棒料类结构,需要与通孔橡胶筒夹卡盘、筒夹卡盘或其他内涨夹头方案对比;如果工件为盲孔或有限孔深结构,则应重点确认孔深、孔底避让和有效胀紧长度。
核心特点
-
盲孔内涨定位
以内孔为基准胀紧,适合盲孔或半通孔形状明确的回转件;选型需核对孔深与有效胀紧长度。
-
分瓣金属本体,填充硫化橡胶
金属部分加工后按结构切成 3 瓣、4 瓣或 6 瓣,再通过模具填充硫化橡胶,兼顾硬度与弹性胀紧能力。
-
槽缝不易积屑
分瓣间隙由硫化橡胶填充,切削铁屑不容易进入缝隙,有助于减少清理难度和卡滞风险。
-
夹持力与刚性兼顾
在橡胶柔性接触的同时,整体夹持单元仍可呈现较高的夹持力与刚性表现,具体以型号样本与机床条件为准。
-
孔壁与薄壁敏感工况
有助于在内孔表面分散夹紧力,降低局部挤压风险;壁厚越小越要通过试夹验证胀紧量。
-
结构支持辅助元件
可按样本配置端面止动、快换联接环等结构要素,便于换装与轴向基准控制。
适用场景
适合:
- 盲孔、半通孔等以内孔为基准的内涨夹持场景;
- 薄壁回转体;
- 易划伤或需要保护内孔表面的工件;
- 精加工、粗加工与重切削场景(以样本允许范围为边界);
- 对夹持力、夹持刚性和表面保护都有要求的工件;
- 多品种、小批量或需要柔性夹持的场景。
关键参数与尺寸资料
关键参数说明
KORRETTO 橡胶筒夹系列,筒夹精度 ≤ 0.01 mm,本体精度 ≤ 0.005 mm,筒夹硬度 HRC 58–62。实际装夹效果仍需结合工件孔径、孔深、壁厚、机床接口、夹持长度和试夹结果确认。
尺寸结构图
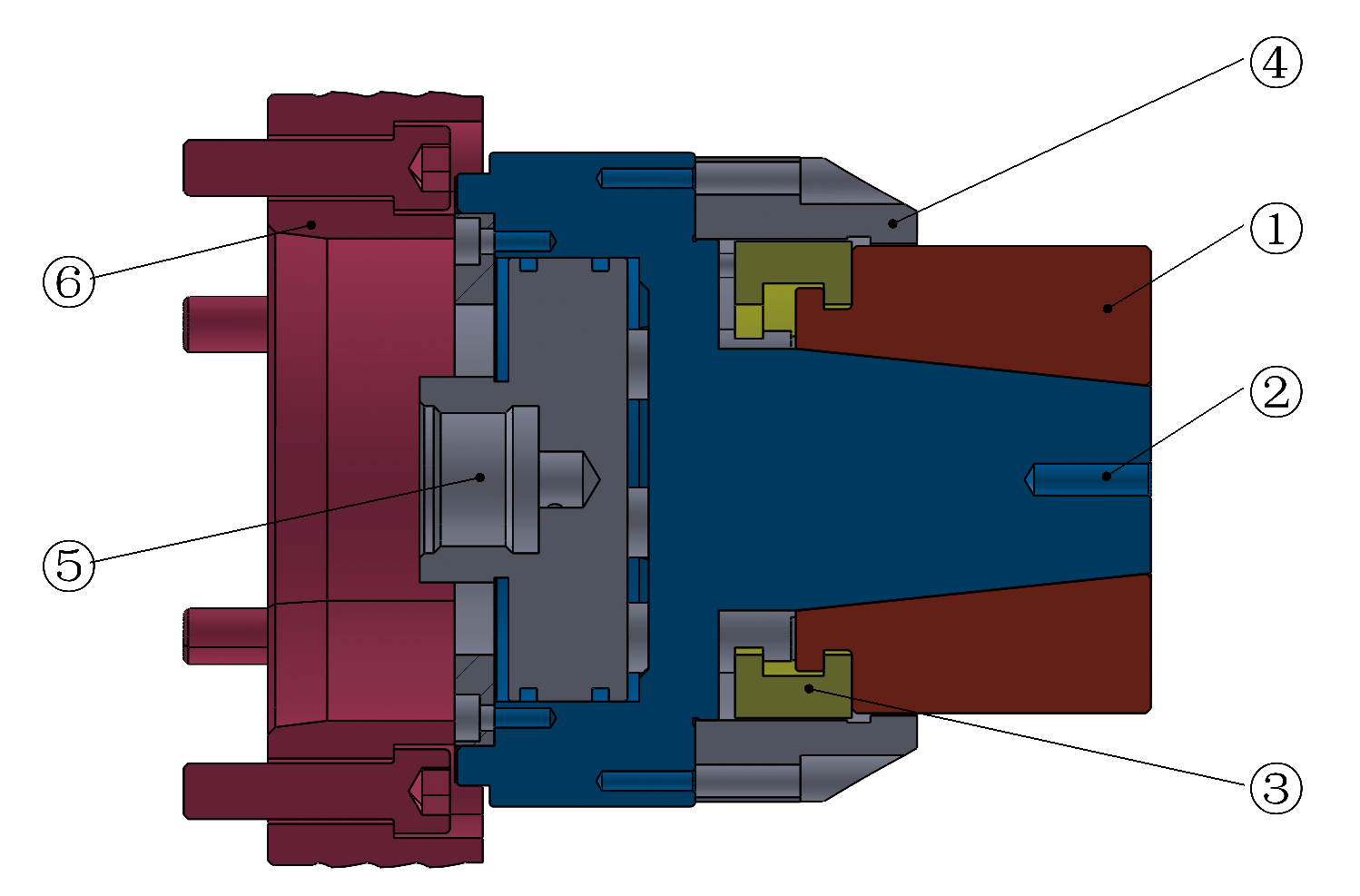
结构示意图序号说明
| 序号 | 结构名称 |
|---|---|
| 1 | 夹紧套 |
| 2 | 高精度卡盘本体 |
| 3 | 快换联接环 |
| 4 | 端面止动 |
| 5 | 拉杆连接螺纹 |
| 6 | 主轴法兰 |
结构名称用于辅助理解卡盘组成,具体配置请以对应型号样本和技术资料为准。
型号与尺寸参数
| 型号 | 行程 [mm] | 最大拉力 [kN] | 最大径向夹紧力 [kN] | 夹持范围 [mm] | 推荐工件公差 [mm] | 最高转速 [r/min] |
|---|---|---|---|---|---|---|
| A0 | 1.5+1.5 | 10 | 42 | 8–13 | ±0.2 | 7000 |
| A1 | 1.5+2 | 10 | 42 | 13–19 | ±0.25 | 7000 |
| A2 | 1.5+2 | 10 | 42 | 16–21 | ±0.25 | 7000 |
| 0 | 1.5+2 | 10 | 42 | 20–28 | ±0.25 | 7000 |
| 1 | 1.5+2 | 10 | 42 | 26–38 | ±0.25 | 7000 |
| 2 | 1.5+2 | 20 | 85 | 36–54 | ±0.25 | 7000 |
| 3 | 2+2.5 | 25 | 105 | 50–80 | ±0.35 | 6000 |
| 4 | 2.5+3 | 35 | 150 | 69–100 | ±0.4 | 6000 |
| 5 | 3+3 | 40 | 170 | 100–130 | ±0.5 | 5000 |
| 6 | 3+3 | 40 | 170 | 130–160 | ±0.5 | 4000 |
| 7 | 3+4 | 45 | 190 | 160–190 | ±0.5 | 3200 |
以上尺寸和参数用于初步选型参考,具体接口、夹持范围和允许转速请以对应型号样本和技术资料为准。
选型与询价需提供的信息
请尽量提供以下信息,便于判断内涨橡胶筒夹卡盘(盲孔内涨)是否适用:
- 盲孔或半通孔直径、公差与孔深;
- 孔口形貌与允许胀紧长度;
- 工件壁厚与材料;
- 机床型号、主轴接口与拉杆行程;
- 当前夹持方式及存在的问题;
- 目标节拍、批量与切削负载;
- 是否需要端面止动或快换夹紧套;
- 对跳动、重复定位或表面质量的要求。
盲孔内涨是内涨橡胶夹头的一种结构,若需比较外夹、通孔内涨和盲孔内涨方案,可先查看 内涨橡胶夹头与橡胶筒夹选型入口。
常见问题
内涨橡胶筒夹卡盘(盲孔内涨)适合哪些工件?
适合以内孔为基准的盲孔或半通孔回转件,薄壁回转体,以及需要保护内孔表面、降低夹伤风险的工件。是否适用需结合孔径、孔深、壁厚、切削负载与试夹结果确认。
盲孔内涨与通孔内涨有什么区别?
两者孔形与有效胀紧长度不同,选型应以工件图纸孔形与深度为先;盲孔内涨侧重盲孔或有限深度的内孔基准夹持,具体型号与行程以样本为准。
橡胶筒夹为什么既有硬度又有弹性?
筒夹金属部分加工后可按结构切成 3 瓣、4 瓣或 6 瓣,再通过模具填充硫化橡胶。这样可以保留金属夹持部分的高硬度,同时通过橡胶层获得弹性变形能力;槽缝被橡胶填充后,切削铁屑不容易进入卡爪缝隙,有助于减少清理难度和卡滞风险。
薄壁盲孔工件可以使用吗?
在许多薄壁盲孔场景中,橡胶筒夹可通过分散夹紧力改善孔壁受力状况,但实际能否满足变形与精度要求,仍取决于壁厚、胀紧量、夹持长度与切削参数,需结合试夹验证。
橡胶筒夹有哪些关键参数?
KORRETTO 橡胶筒夹系列,筒夹精度 ≤ 0.01 mm,本体精度 ≤ 0.005 mm,筒夹硬度 HRC 58–62。选型时还需核对型号、夹持范围、孔形与机床安装条件;页面参数表用于初步选型参考,具体接口、夹持范围和允许转速请以对应型号样本和技术资料为准。
选型需要提供哪些信息?
建议提供盲孔或半通孔直径与公差、孔深与孔口形貌、壁厚与材料、目标机床接口与拉杆条件、切削负载与节拍目标,以及现有夹持方式与痛点,便于匹配型号与胀紧行程。
 津公网安备12011102001907号
津公网安备12011102001907号