
液压回转夹持
采用液压驱动的回转夹头,适合需要较大夹持力和稳定回转夹持的加工。
JHB 油压回转型夹头适用于数控车床、磨床、转台、加工中心、四轴和五轴,面向大夹持力、重切削和稳定回转加工。
JHB 适合液压条件稳定、夹持力要求较高的回转加工。选型时应核对油口方向、液压压力、主轴连接尺寸、目标转速和工件切削负载。
采用液压驱动的回转夹头,适合需要较大夹持力和稳定回转夹持的加工。
可用于切削负载较高、工件材料较硬或夹持面较短的轴类、套类件加工。
需要确认油口方向、液压管路布置、压力范围和设备防护空间,保证夹紧松开动作稳定。
相比高速气动夹头,JHB 更适合对夹持力和重切削稳定性要求高的回转加工。
本页参数区可整理该系列的型号、夹持范围、安装尺寸、油口位置、精度指标、适用转速和液压条件等信息,便于客户与设备条件核对。
具体数值以对应型号产品样本和出厂技术资料为准。液压压力、夹紧力、转速、跳动和密封条件应结合设备、工件和液压系统确认。
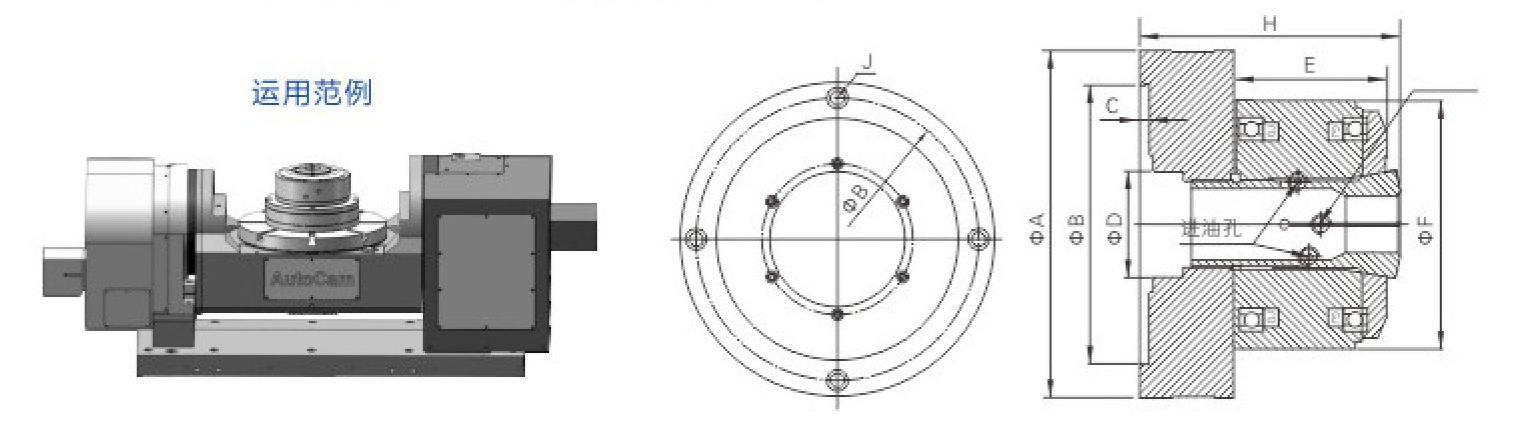
| 产品型号 | ΦA | ΦB(H6) | C | ΦD | E | ΦF | G | H | J | 最高转速 rpm/min | 活塞行程 mm | 使用压力 kg/cm² | 夹持范围 | 夹持行程 | 适配筒夹 | 夹紧方式 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| JHB-15 | 133 | 100 | 4 | 19 | 47 | 84 | 120 | 79 | 3-M6沉头孔 | 500 | 2 | 5–18 | Φ2–14 | 0.5 | YB-15 | 后拉 |
| JHB-25 | 167 | 130 | 5 | 33 | 75 | 104 | 147 | 120 | 4-M8沉头孔 | 400 | 3 | 5–18 | Φ5–25 | 1 | YB-25 | 后拉 |
| JHB-40 | 187 | 150 | 5 | 49 | 80 | 133 | 168 | 135 | 4-M8沉头孔 | 400 | 3 | 5–18 | Φ5–40 | 1 | 16C | 后拉 |
| JHB-60 | 220 | 170 | 5 | 80 | 98 | 175 | 203 | 160 | 6-M8沉头孔 | 300 | 3 | 5–18 | Φ5–60 | 1 | 20C | 后拉 |
具体数值以对应型号产品样本和出厂技术资料为准。
当工件切削负载较大、夹持面较短或需要更高夹持力时,可以优先考虑 JHB。它适合液压条件完善、对夹持稳定性要求较高的回转加工。
高速气动回转夹头更适合高转速、快节拍和中等夹持力工况。JHB 更适合大夹持力、重切削和液压系统可稳定供压的场景。
需要确认油口方向、液压管路布置、主轴连接尺寸和设备防护空间。接入液压系统后,应检查是否漏油或漏气,并确认夹紧动作和松开动作是否稳定。
请提供工件材料、切削余量、夹持直径、夹持长度、目标转速、设备主轴信息和液压压力范围。若有现用夹具问题,也建议一起说明。
应定期检查油路连接、密封状态、筒夹和副爪磨损情况。若出现夹紧力下降、漏油或动作迟滞,应先停机检查液压系统和夹持件。
使用压力、夹持范围、转速、行程和适配筒夹应以对应型号产品样本和出厂技术资料为准。对关键工件建议通过试夹确认稳定性。
 津公网安备12011102001907号
津公网安备12011102001907号