
截至 2026 年,橡胶夹头从 1977 年工业化应用算起已有 49 年,约等于 1818 年三爪车床卡盘 208 年发展周期的 23.6%。
关键结构:钢制夹持块 + 橡胶硫化连接层。 主要用途:数控车削、轴类件加工、棒料夹持、多直径快速换型。 典型优势:全长接触、重复精度稳定、换型时间短、软爪修正次数少。 常见精度目标:重复夹持精度可控制在 0.01 毫米以内,具体结果取决于卡盘本体、拉杆、夹头制造精度和工件状态。 主要限制:初始改造成本较高,需要专用本体、拉杆适配、不同直径夹头和端面定位块。 适用场景:汽车轴类件、电机轴、液压零件、套类件、小批量多品种生产和自动化上下料。
1. 什么是橡胶夹头?
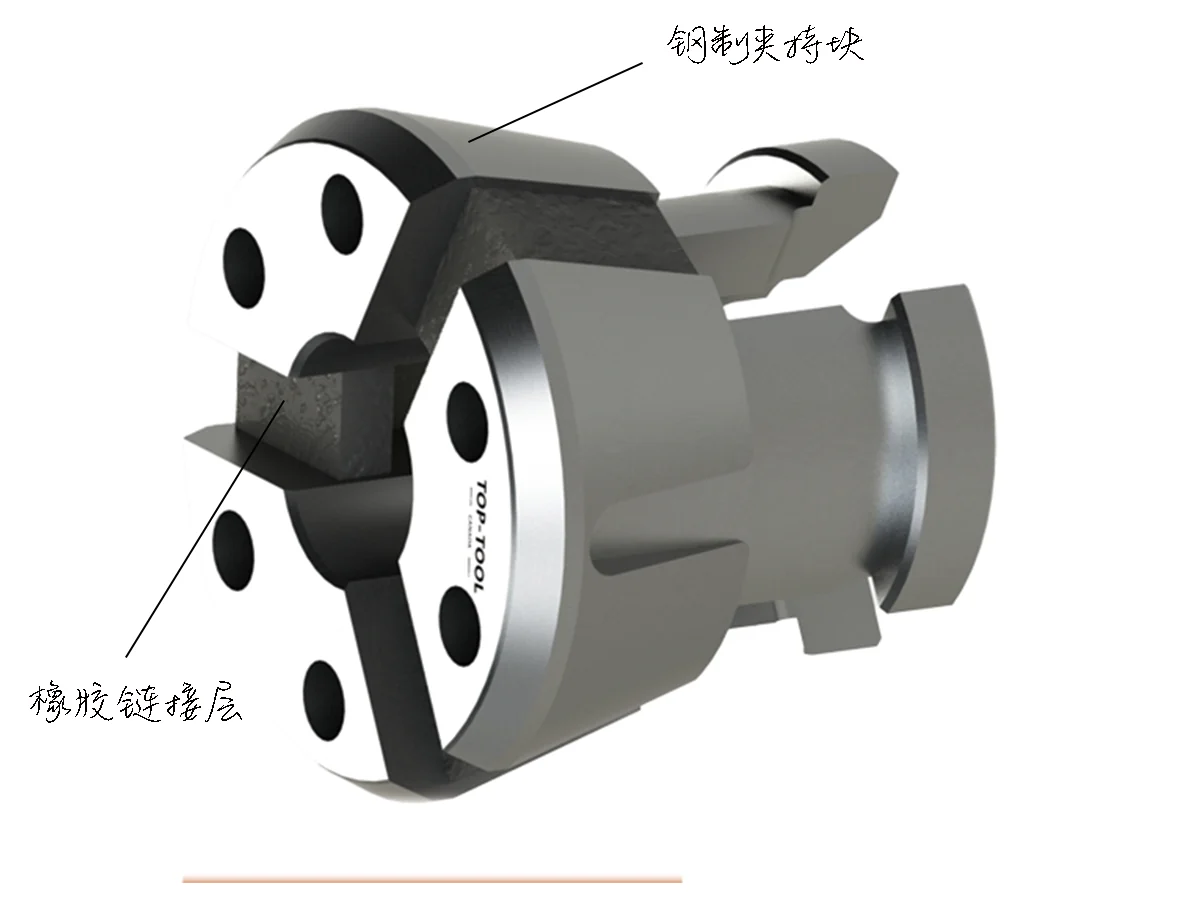
本文所说的橡胶夹头,主要指一种用于车削工件夹持的橡胶硫化分瓣式夹持元件,相关系列可参考 橡胶夹头卡盘。它通常由多个钢制夹持块与橡胶硫化连接组成,安装在专用卡盘本体中,通过锥面控制各夹持瓣同步收缩。
筒夹卡盘中的普通弹簧筒夹依靠金属开槽后的弹性变形夹紧工件。橡胶夹头采用分瓣式结构,每个夹持瓣通过橡胶连接和回弹,夹持动作由卡盘本体内锥控制。这种结构可以让夹持瓣沿工件外圆形成较长接触面,减少单点受力和局部压痕。
在实际使用中,橡胶夹头通常与以下部件组成完整系统:
| 部件 | 作用 |
|---|---|
| 卡盘本体 | 安装在主轴或副轴上,提供锥面、拉紧结构和夹头安装基准 |
| 橡胶夹头 | 直接夹持工件外圆 |
| 拉杆 | 连接油缸或气缸,带动夹头夹紧和释放 |
| 端面定位块 | 控制工件轴向长度 |
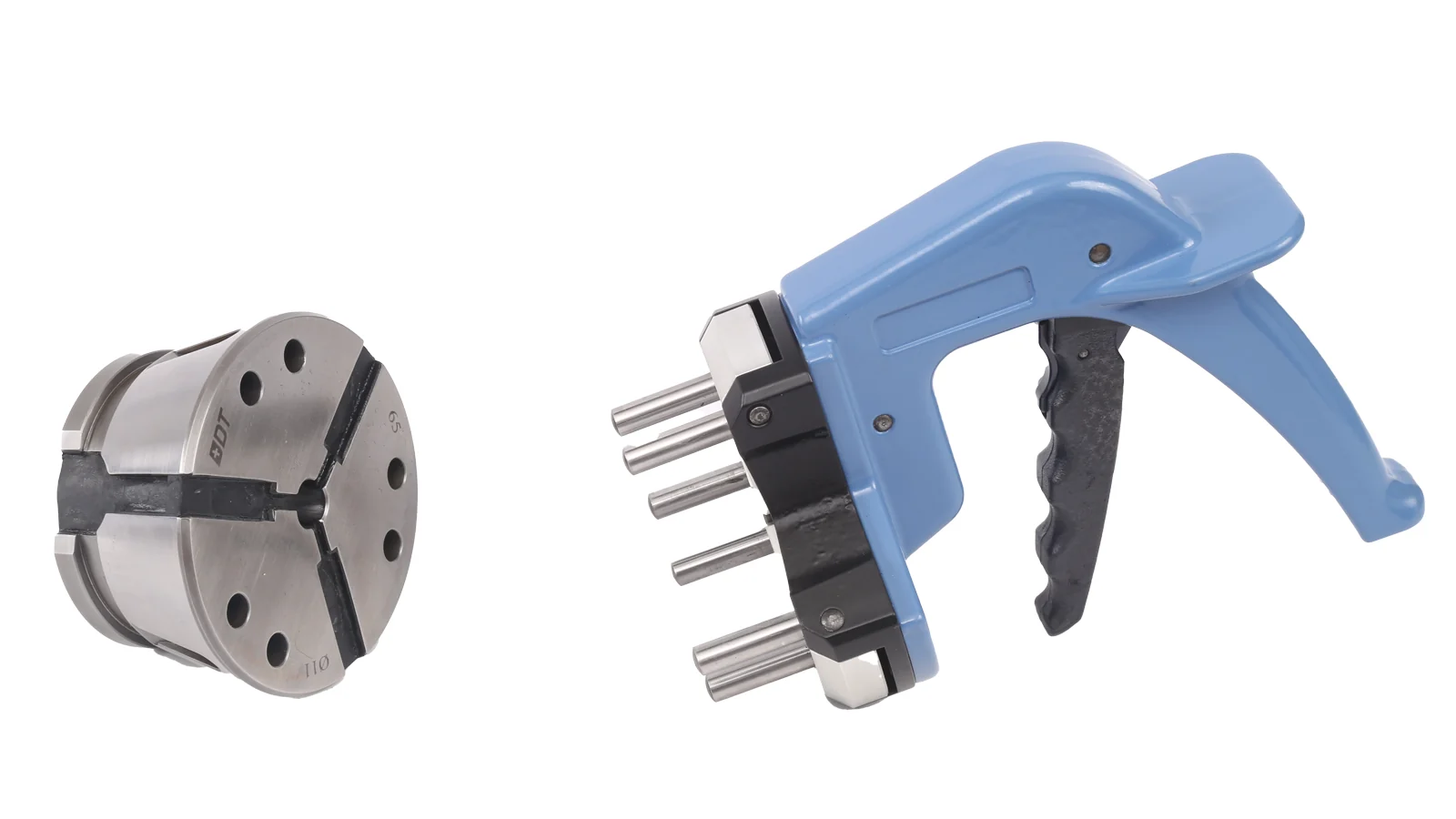
| 快换工具 | 用于快速更换不同直径夹头 |
这种系统的核心价值集中在三个方面:
多直径快速换型;
重复夹持精度稳定;
减少软爪修正造成的停机时间。2. 从传统卡盘到橡胶夹头:夹持技术的迭代方向
车床夹持的发展历史,始终围绕三个目标展开:
夹得更准;
换得更快;
更适合批量化和自动化生产。早期车床主要依靠顶尖、面板和临时固定方式装夹工件。到 18 世纪初,早期卡块和夹持结构已经出现。19 世纪初,通用卡盘概念逐渐成熟。1818 年,英国艺术、制造与商业促进会授予亚历山大·贝尔三爪车床卡盘奖项。1819 年,同一机构授予哈克四爪卡盘奖项。
现代平面螺纹式自定心卡盘的发展通常会提到西蒙·费尔曼。他在 1830 年左右发展出可识别的卷盘式车床卡盘,并于 1840 年获得美国专利。其后奥斯汀·库什曼推动了自定心卡盘的商业化应用。
20 世纪中期以后,数控机床、自动化生产和液压系统推动了液压卡盘和动力卡盘的普及。德国罗姆的历史资料显示,1950 年代中期机床行业出现向动力驱动夹持系统转变的趋势,因此罗姆开始投入动力卡盘技术。
筒夹的发展路径更偏向小直径、高同心度和快速夹持。现代刀具夹持领域中,瑞士瑞格菲克斯于 1972 年开发并申请专利的 ER 系列筒夹系统成为重要节点,后来标准化为 DIN 6499。
橡胶夹头的工业化应用比传统卡盘和普通筒夹更晚。1977 年,德国瀚柏格(HAINBUCH)推出并专利化 SPANNTOP 系统,第一代夹持头被描述为一种可降低换型成本、提升生产效率的新型夹持系统。
从这些时间节点可以看到,夹持技术的迭代方向很清楚:
| 阶段 | 代表夹持方式 | 解决的主要问题 |
|---|---|---|
| 早期车床 | 顶尖、面板、临时固定 | 将工件固定在主轴上 |
| 19 世纪 | 三爪卡盘、四爪卡盘、平面螺纹自定心卡盘 | 更快定心,更适合重复车削 |
| 20 世纪中期 | 液压卡盘、动力卡盘 | 自动夹紧,适合数控和批量生产 |
| 现代筒夹 | ER 系列、5C、16C 等筒夹系统 | 小直径、高同心度、快速夹持 |
| 橡胶夹头 | 橡胶硫化分瓣式夹头 | 多直径快换、全长接触、稳定重复精度 |
3. 橡胶夹头解决了数控加工里的哪些问题?
橡胶夹头最适合以下加工环境:
轴类件较多;
工件直径经常变化;
每批数量中等或偏小;
软爪磨损后需要反复修正;
主轴和副轴都需要稳定定位;
换型时间影响产能;
计划接入机械臂或自动上下料。传统三爪液压卡盘刚性强、通用性好,但工件直径变化明显时,通常需要换软爪或重新镗软爪。软爪刚修正后精度较好,生产一段时间后夹持面会磨损,工件重复定位会变差,机床需要停下来重新修正。
普通筒夹在小直径和高同心度夹持中表现稳定,但其夹持长度、尺寸范围和快换方式存在限制。橡胶夹头位于传统三爪卡盘和普通筒夹之间,适合多直径轴类件、棒料、套类件和频繁换型场景。
从生产管理角度看,橡胶夹头的价值不只来自夹持精度,还来自换型过程标准化。工厂可以把工件直径、夹头规格、端面定位块和加工程序绑定成固定组合,减少对操作工现场修爪经验的依赖。
4. 橡胶夹头的主要优势
| 优势 | 具体表现 |
|---|---|
| 全长接触 | 夹持瓣沿工件外圆形成较长接触面。橡胶夹头可在轴类件外圆上形成较长夹持接触面。 |
| 重复精度稳定 | 夹持瓣受卡盘本体锥面控制,同步收缩。橡胶夹头的重复夹持精度通常优于磨损后的软爪。 |
| 换型速度快 | 更换夹头和端面定位块即可切换规格。橡胶夹头适合多直径工件的快速换型。 |
| 减少软爪修正 | 不需要频繁镗软爪。橡胶夹头可以减少因软爪磨损造成的停机修正。 |
| 适合自动化 | 可配合机械臂、气动快换工具和端面定位。橡胶夹头适合自动上下料和标准化换产流程。 |
| 耐磨性较好 | 夹持面可通过热处理提高硬度。橡胶夹头的夹持面可通过热处理提升耐磨性。 |
部分高端橡胶夹头系统可以在相同油缸推拉力条件下获得较高夹持力,并具备较好的同心精度。不同品牌和型号的实际指标会有差异,用户应以具体产品样本和实测结果为准。
4.1 换型效率
在多品种轴类件加工中,真正影响产能的环节往往不是切削本身,而是换型。
传统软爪方案的典型流程包括:
拆卸旧软爪;
安装新软爪;
镗削夹持孔;
调整端面定位;
试切;
测量;
再次修正。如果每次换型消耗 30 分钟到数小时,整天累计下来就是明显的停机损失。橡胶夹头系统可以把换型动作集中到两个部件上:
更换对应直径的橡胶夹头;
更换或调整对应长度的端面定位块。对于已经标准化的零件族,这个过程可以从几十分钟缩短到几分钟。使用快换工具或气动快换装置时,换型时间还可以进一步缩短。
4.2 对轴向长度控制的影响
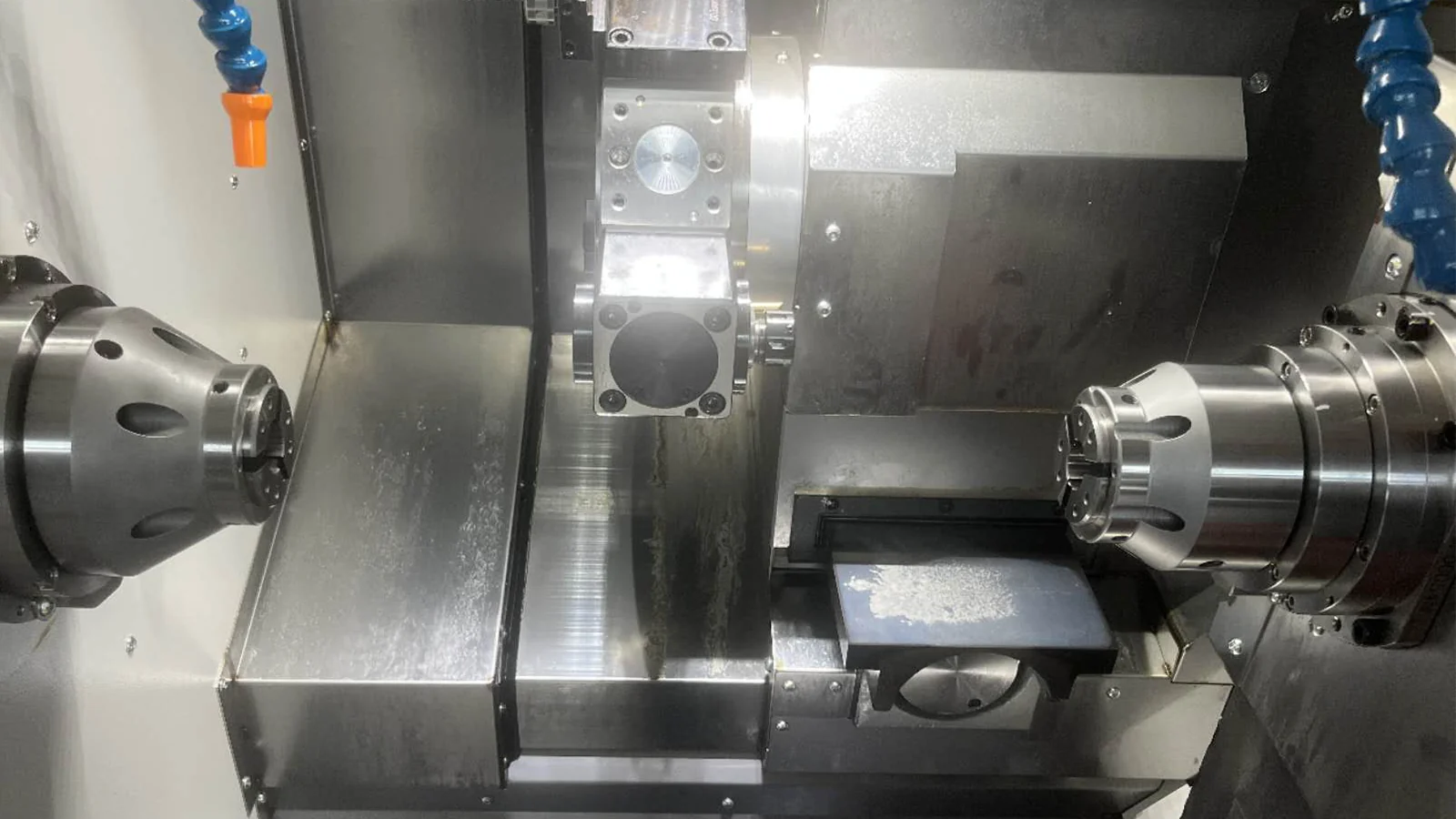
在主轴和副轴加工中,轴向长度控制非常重要。传统拉紧式夹持结构在夹紧过程中可能产生一定轴向移动。橡胶筒夹卡盘如果配合内置端面定位块使用,工件可以直接靠到定位面上。
这种结构可以减少夹头后拉动作对工件长度的影响。对于汽车轴类件、电机轴、套类件和需要主副轴接续加工的工件,端面定位块可以提高轴向尺寸的一致性。
4.3 对自动化的影响
橡胶夹头的夹持行程通常大于普通精密筒夹,机械臂上下料时更容易插入和取出工件。对于自动化产线,夹持系统需要满足三个条件:
夹紧位置稳定;
释放空间足够;
换型动作可标准化。橡胶夹头配合快换工具、端面定位块和标准化程序后,可以更好地适应机器人上下料和多品种生产。
5. 橡胶夹头的主要限制
| 限制 | 说明 |
|---|---|
| 初始成本较高 | 需要专用本体、拉杆、夹头和定位块。橡胶夹头系统的初始投入通常高于普通液压卡盘。 |
| 尺寸覆盖有限 | 极小直径和超大直径需要特殊方案。标准橡胶夹头不适合覆盖所有工件直径。 |
| 需要夹头库存 | 多个工件直径需要多套夹头。多品种加工需要提前准备不同规格的橡胶夹头。 |
| 机床适配复杂 | 需要确认主轴接口、拉杆行程和油缸检测。橡胶夹头改造前需要确认机床接口和拉杆行程。 |
| 不适合所有毛坯 | 不规则毛坯和强断续切削需单独评估。不规则工件和强断续切削场景需要谨慎评估橡胶夹头。 |
橡胶夹头的经济性取决于换型频率、产品族数量、停机成本和夹头寿命。低频换型、单件加工和不规则毛坯场景的经济性较弱。多直径轴类件、重复订单、自动化上下料和主副轴连续加工场景更适合采用这种系统。
6. 夹持尺寸和规格范围
橡胶夹头需要一定厚度的橡胶连接层和钢制夹持瓣。对于直径很小的工件,夹头金属夹持面会变窄,结构强度和夹持稳定性会受到限制。因此,小于 4 毫米的工件通常不适合采用标准橡胶夹头。
对于大直径工件,橡胶夹头可以制造,但加工难度、成本和交期都会增加。大于 200 毫米的工件通常需要按非标准方案处理。
常见标准规格一般集中在以下范围:
32 毫米;
42 毫米;
52 毫米;
65 毫米;
80 毫米;
100 毫米;
125 毫米;
140 毫米;
200 毫米。这里的规格数字通常代表夹头系列的最大夹持直径或适配范围,具体定义需要以各厂家样本为准。
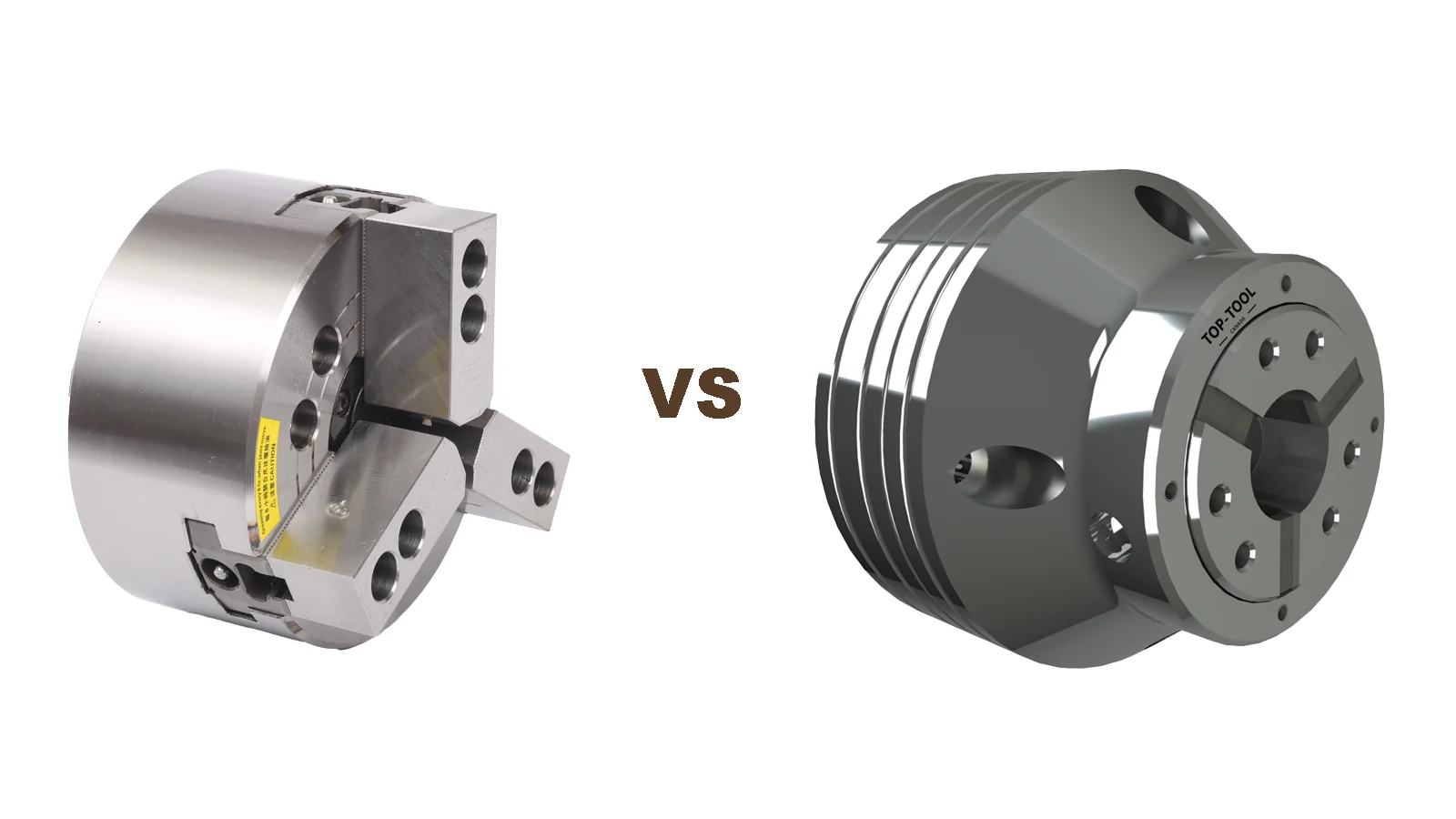
7. 橡胶夹头与传统夹持方式对比
| 夹持方式 | 优点 | 缺点 | 适合工况 |
|---|---|---|---|
| 三爪液压卡盘 + 软爪 | 通用性强、刚性好、成本相对可控 | 换直径要换爪或镗爪,软爪会磨损 | 常规车削、低频换型 |
| 普通弹簧筒夹 | 同心度好、结构简单 | 夹持范围有限,换型方式不一定快 | 小直径棒料、标准件 |
| ER 系列筒夹 | 标准化程度高,刀具夹持应用广 | 工件夹持场景有限 | 刀具夹持、小零件夹持 |
| 橡胶夹头 | 快换、全长接触、重复精度稳定 | 初始成本高,需要多套夹头 | 多直径轴类件、小批量多品种、自动化 |
| 内涨橡胶筒夹卡盘 | 内孔定位精度高 | 只适合内孔夹持 | 齿轮、套类件、内孔基准工件 |
8. 欧洲、北美和亚洲的应用情况

橡胶夹头的全球普及程度并不均衡。欧洲市场成熟度最高,北美市场集中在专业加工厂和高端应用,亚洲市场处于快速增长阶段。
8.1 欧洲
欧洲是橡胶夹头应用最成熟的地区。德国、法国、意大利和瑞士拥有大量汽车零部件、液压零件、轴类件和精密车削用户。这些行业对快速换型、重复精度、全长夹持和自动化适配的需求较高。
欧洲用户较早接受模块化夹持系统。主流应用包括汽车轴类件、电机轴、液压阀件、套类件、多主轴自动车床和复合加工设备。
根据笔者与法国机床夹具从业者的交流,法国汽车零部件加工行业对橡胶夹头的接受度较高。对方曾估算,在部分汽车零部件用户中,已经使用或计划使用该类产品的比例可能很高。这个判断属于行业经验观察,不应视为正式市场统计。更稳妥的结论是:欧洲用户,尤其是汽车零部件和高端轴类件加工用户,对橡胶夹头的接受度明显高于亚洲和北美的普通加工厂。
8.2 北美
北美市场的应用集中在高端承接式加工车间、汽车零件、航空零件、医疗零件和自动化车削场景。普通车间仍大量使用三爪液压卡盘、软爪、5C、16C 和 3J 筒夹系统。
北美用户采用橡胶夹头的主要原因包括:
软爪修正频繁;
多直径轴类件换型时间长;
主轴和副轴定位要求高;
机器人上下料需要稳定夹持;
传统筒夹系统无法满足特定夹持长度。北美市场中,本土以橡胶硫化分瓣式夹头为核心产品线的制造商相对少见,更多依赖欧洲品牌分支机构、专业经销商和区域工业供应商。
8.3 亚洲
亚洲市场分化明显。日本在精密加工、自动车床、汽车零部件和复合加工领域接受度较高。中国、台湾和东南亚市场增长较快,主要受汽车零件、新能源、电机轴、液压件和出口制造带动。
亚洲供应商的竞争点集中在:
定制能力;
交期;
价格;
本地机床接口适配;
非标设计响应速度。中国市场中,大量普通加工厂仍以传统液压卡盘、软爪和低成本筒夹为主。但在汽车零部件、新能源、电机轴、液压件、航空和医疗零件领域,更高效的夹持方案正在被更多用户关注。
用户选择新供应商时,应重点验证以下项目:
卡盘本体跳动;
内锥精度;
重复夹持精度;
夹头寿命;
热处理质量;
橡胶硫化质量;
售后支持;
非标方案设计能力。9. 全球主要制造商和供应商
橡胶夹头市场由少数原始技术开发企业、区域夹持系统制造商和本地供应渠道共同组成。选择供应商时,用户应区分三类角色:原始开发企业、实际制造商、区域经销或集成供应商。
| 公司 / 品牌 | 地区 | 角色 | 简要评价 |
|---|---|---|---|
| 瀚柏格 HAINBUCH | 德国 | 原始开发企业 / 标杆制造商 | SPANNTOP 系统推动了橡胶硫化分瓣式夹头的工业化应用,是该细分领域的重要参考品牌。 |
| Ortlieb | 德国 | 夹持系统制造商 | 德国夹持系统供应商,适合列入欧洲精密车削夹持技术生态。 |
| DT Technologies / DT Group | 法国 | 橡胶筒夹相关供应商 | 在法国汽车零部件和专用夹持应用中有一定行业认知,适合归入欧洲区域供应商。 |
| AutoGRIP | 台湾 | 卡盘和夹持系统制造商 | 以液压卡盘、回转油缸和夹持系统为基础,近年也覆盖橡胶夹头类产品。 |
| KORRETTO | 中国 | 夹持类产品供应商 / 制造商 | 适合定位为中高端定制化、高性价比橡胶夹头和工件夹持方案供应商。 |
| TOP-TOOL Industrial Equipment Ltd. | 加拿大 | 北美供应渠道 | 更适合作为加拿大和北美市场的工业供应商或经销渠道,而非原始技术开发厂家。 |
| 1st Machine Tool | 美国 | 经销商 / 供应渠道 | 可作为北美地区寻找进口夹持系统和机床附件的渠道之一。 |
| Hennig | 德国 / 北美 | 工业设备和机床附件供应商 | 更适合归入机床附件和工业供应体系,不宜直接归类为橡胶夹头制造商。 |
从全球格局看,欧洲企业更早完成了橡胶夹头的工业化应用,亚洲供应商正在通过定制能力、成本优势和交付速度进入这一市场。北美市场更依赖经销、进口和区域供应渠道。
对于加拿大和北美客户,可通过 TOP-TOOL Industrial Equipment Ltd. 提交橡胶夹头、卡盘和相关机床附件的询价需求。

10. 橡胶夹头未来会往哪里发展?
橡胶夹头的下一阶段发展,不只取决于材料和精度,也取决于数控车间生产方式的变化。
未来几年,这类产品可能会在以下方向继续增长:
小批量多品种生产增加;
机械臂上下料普及;
主轴和副轴复合加工更多;
汽车零件、电机轴、液压件、新能源零件持续增长;
车间更重视换型时间;
用户希望减少对熟练操作工镗软爪经验的依赖;
非标定制夹持需求增加。橡胶夹头对机床行业的影响主要体现在三点:
将换型动作标准化;
将夹持精度从软爪修正转向系统化控制;
将夹具从单个产品变成可管理的生产模块。过去,换型主要依靠操作工经验。现在,工件直径、夹头规格、端面定位块和加工程序可以形成固定组合。未来,这些夹持模块还可能与机械臂、自动换型装置和生产管理系统结合。
结论
橡胶夹头适合轴类件、多直径工件、小批量多品种生产、频繁换型和自动化上下料场景。它的价值主要体现在换型效率、重复精度、夹持接触面积和软爪修正减少。
普通液压卡盘和软爪仍然适合低频换型、大直径不规则工件、强断续切削和成本敏感场景。橡胶夹头系统的经济性需要结合工件数量、换型频率、停机成本、夹头寿命和机床适配成本一起评估。
对于数控加工企业,橡胶夹头的意义在于把换型过程标准化。工件直径、夹头规格、端面定位块和加工程序可以形成固定组合,从而减少对人工修爪经验的依赖。
常见问题
橡胶夹头适合什么工件?
橡胶夹头适合轴类件、套类件、棒料、汽车零件、电机轴、液压件和需要频繁切换直径的回转类工件。
橡胶夹头的主要优点是什么?
主要优点是换型快、重复精度稳定、全长接触好、减少软爪修正,并且适合自动化上下料。
橡胶夹头的主要缺点是什么?
主要缺点是初始成本高,需要专用卡盘本体和多套夹头;极小直径、超大直径和不规则工件不一定适合。
橡胶夹头能完全替代液压卡盘吗?
不能。液压卡盘和软爪在通用性、低频换型、大直径和不规则工件夹持上仍然有优势。
全球橡胶夹头主要厂家有哪些?
德国瀚柏格是这一领域的重要参考品牌。其他相关品牌和供应商包括 Ortlieb、DT Technologies / DT Group、AutoGRIP、KORRETTO,以及北美的部分经销和供应渠道。
 津公网安备12011102001907号
津公网安备12011102001907号