Front-mounted collet chuck for compact installation and precision collet clamping.
Front-Mount Collet Chuck
KORRETTO front-mount collet chuck is used when the chuck needs to be installed from the front side and the workpiece requires accurate collet-style clamping. It is suitable for compact spindle layouts, rotary workholding and applications where a jaw chuck would take too much space or leave insufficient clamping contact. This page covers the front-mount collet chuck only. It is not the BK-TK front-mounted through-hole pneumatic chuck and it is not the oil pipe thread chuck.

Product Overview
The front-mount collet chuck is selected for compact clamping layouts where the collet chuck can be mounted and serviced from the front side. It provides collet-style contact around the workpiece and is commonly used for shafts, sleeves and round parts requiring repeat clamping.
Selection should confirm the workpiece diameter, collet type, mounting dimensions, actuation method, spindle interface, rotation speed and required clamping accuracy.
Key Features
| Feature | Description |
|---|---|
| Front-side installation | Suitable for layouts where rear-side mounting access is limited. |
| Collet-style clamping | Provides more uniform contact around round workpieces than standard jaw clamping. |
| Compact spindle layout | Useful when fixture space is limited. |
| Rotary workholding use | Can be applied in rotary or spindle-side clamping systems. |
| Separate from BK-TK pneumatic chuck | This is a collet chuck page, not a front-mounted through-hole pneumatic chuck page. |
Typical Applications
- Shaft and sleeve clamping
- Compact spindle-side layouts
- CNC lathe collet workholding
- Rotary clamping systems
- Parts requiring accurate repeat collet clamping
Technical Data and Dimensions
Use the drawing and parameter tables to check mounting dimensions, collet range, actuator requirements, spindle interface, maximum speed, clamping stroke and compatible machine layout.
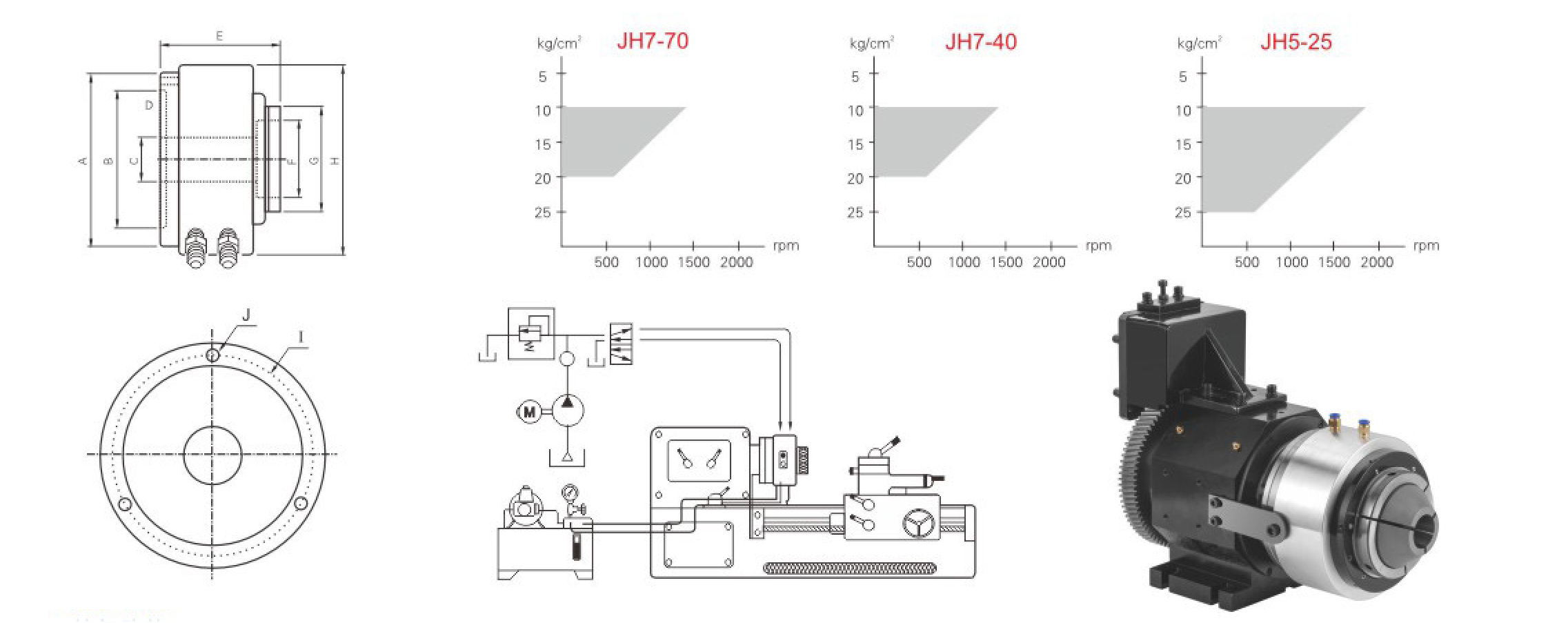
| Model | Operating Pressure (kg/cm²) | Max. Speed (r/min) | Max. Clamping Torque (N·m) | Max. Clamping Diameter | Through Hole Diameter | Matching Jaw Model | Weight (kg) |
|---|---|---|---|---|---|---|---|
| JA5-25 | 2–8 | 1800 | 15 | Φ32 | Φ25 | C-25 | 7.6 |
| JA7-40 | 2–8 | 1600 | 25 | Φ50 | Φ40 | C-40 | 15.1 |
| JH7-40 | 10–20 | 1600 | 40 | Φ50 | Φ40 | C-40 | 13.6 |
| JH9-120 | 10–18 | 900 | 50 | Φ132 | Φ120 | C-120 | 32 |
| JH10-150 | 10–18 | 600 | 60 | Φ160 | Φ150 | C-150 | 49 |
FAQ
What is a front-mount collet chuck used for?
It is used for front-side installation and precision collet clamping where compact spindle-side workholding is required.
Is this the same as a front-mounted pneumatic chuck?
No. This page is for a front-mount collet chuck. BK-TK front-mounted through-hole pneumatic chuck is a separate pneumatic chuck structure.
Is this the same as the oil pipe thread chuck?
No. Oil Pipe Thread Chuck is an application-specific page for pipe threading. This page covers collet chuck workholding.
What information is needed for selection?
Provide the workpiece diameter, clamping length, collet type, machine layout, spindle interface, actuation method and required accuracy.
When should I choose a collet chuck instead of a jaw chuck?
Choose a collet chuck when the workpiece is round, the clamping diameter is stable and more uniform contact or compact clamping is required.