Clamping method
External, internal bore or face clamping?
Defines the clamping surface, support style, deformation risk and datum.
ODborefacesupportthin wall
KORRETTO · Precision chucks & CNC workholding
Browse manual chucks, hydraulic chucks, indexing chucks, rubber-flex collet chucks, pneumatic chucks, expanding mandrels, collet chucks, diaphragm chucks, vises, rotary tables, drill chucks, magnetic chucks, CNC tool holders and lathe centers.
If you only know the workpiece type, machine interface or machining issue, send the drawing and interface details and we can help identify a suitable clamping approach.
Not sure which category fits? Send the workpiece drawing, machine interface and machining requirements for selection support.
Each card links to a category hub for typical applications. Filter by keyword, or submit your project for selection support.
No matching category. Try another keyword.
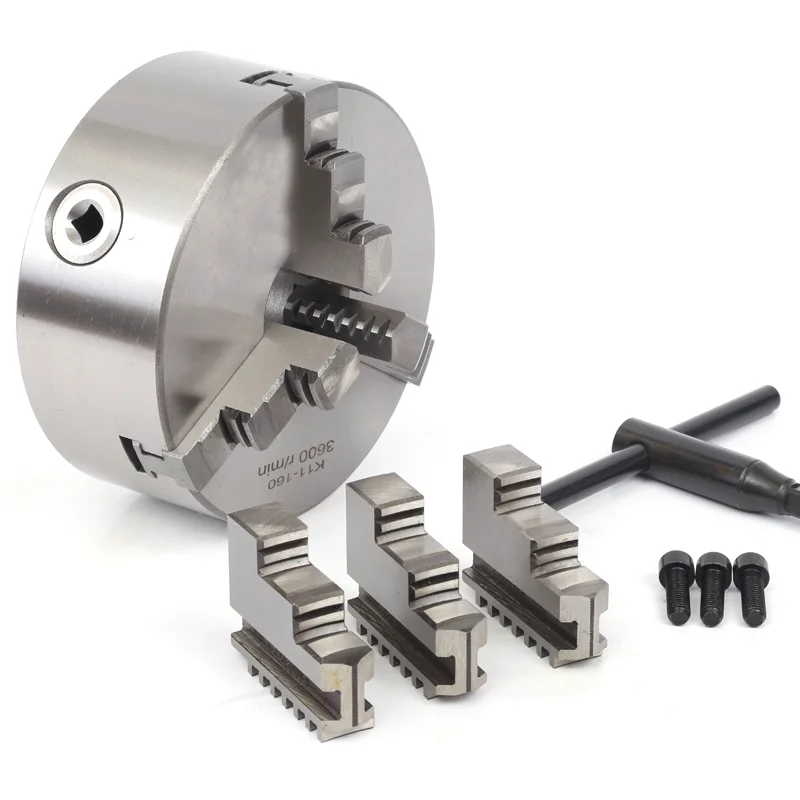
For trial cuts, maintenance changeovers and small-batch turning when a simple, quick-setup external clamp is enough.
View manual chuck series →
For CNC lathe batch production with stable clamping force when paired with a rotary hydraulic cylinder.
View hydraulic chuck series →
For valve bodies, pipe fittings and heavy cuts where pull-down, ball-lock or thread-specific clamping is required.
View special hydraulic chucks →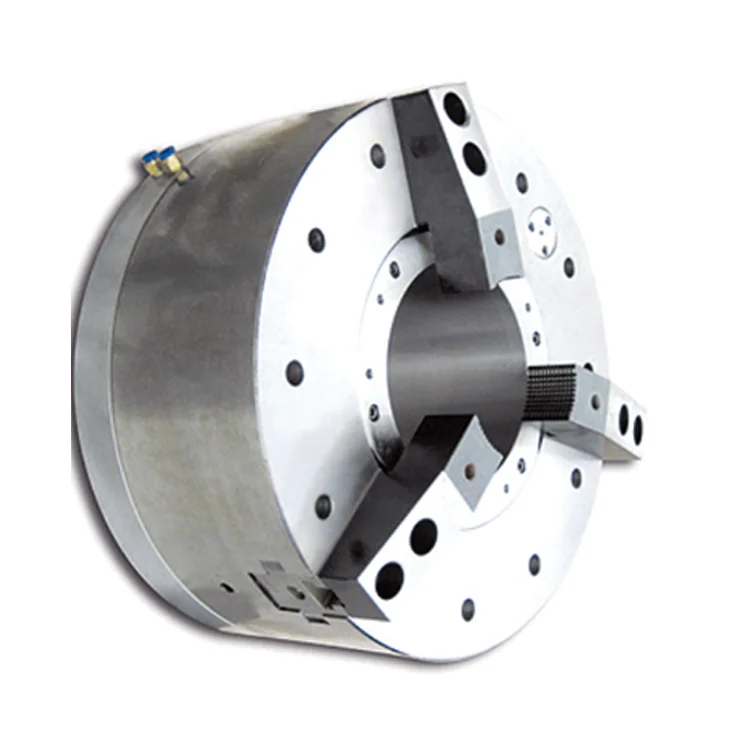
For lathes with a clean air supply and fast, low-maintenance clamping on vertical or horizontal lines.
View pneumatic chuck series →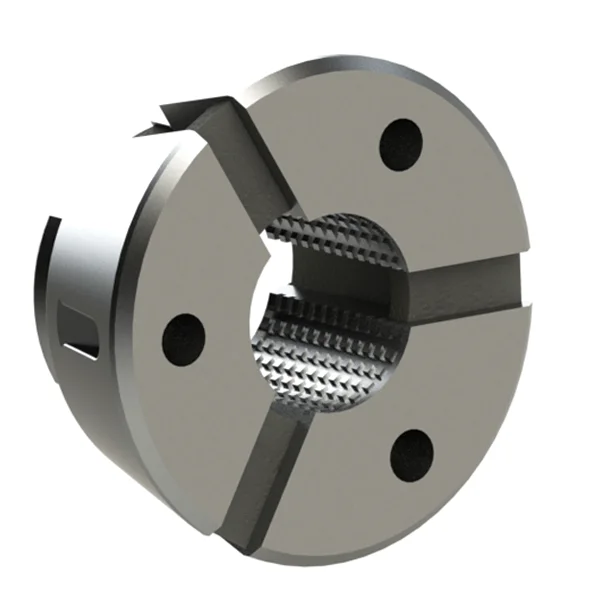
For thin-wall rings, delicate finishes and plated parts where wider circumferential contact reduces marking risk.
View rubber-flex collet chucks →
Locates and clamps on the internal bore for bearing seats, sleeves and other bore-driven turning jobs.
View expanding mandrel solutions →
For small-diameter shafts and discs in precision turning; thin-wall parts may pair with diaphragm-style routes.
View collet chuck series →
For thin-wall and surface-sensitive parts that need controlled force and repeatable positioning.
View diaphragm chuck series →
For multi-face turning on the spindle, such as valve bodies and pipe fittings that need in-process angular indexing.
View indexing chuck solutions →
For side clamping and alignment in milling and drilling on machining centers and manual mills.
View machine vise series →
For angular positioning on the machine table, complementary to spindle-side indexing chucks in turning.
View rotary table solutions →
For drilling, tapping prep and light-duty tool holding with quick changeover across common tapers.
View drill chuck series →
For fast holding of flat parts in grinding and milling where large-area magnetic clamping helps throughput.
View magnetic chuck solutions →
For high-rigidity tool clamping on machining centers, including HSK, BT/BBT, SK and hydraulic holder options.
View CNC tool holder series →
Live centers, dead centers and tailstock support for shafts, sleeves and long workpieces in turning.
View lathe center series →Send the workpiece drawing, machine interface and machining requirements. We can recommend a product line or a custom workholding approach.
Submit your project →Send the workpiece drawing, machine interface and machining requirements and we will help identify a suitable clamping approach.
Submit Your ProjectEven if the exact series is unclear, describing the machine interface, workpiece profile or process pain point against the five dimensions below can narrow the options before you contact engineering.
External, internal bore or face clamping?
Defines the clamping surface, support style, deformation risk and datum.
ODborefacesupportthin wall
Manual, hydraulic or pneumatic?
Compare force control, cycle time and available shop power (hydraulic unit or air).
manualhydraulicpneumaticrotary cylindercycle time
Disc, shaft, flange or valve body / pipe?
Irregular profiles often need oriented clamping, seal-face clearance or special jaws.
discshaftvalvepipecustom jaws
Is the spindle nose and drawbar defined?
Taper, flange, speed and stroke decide through-hole vs solid; milling may add vises, chucks or magnetic tables.
A2 nosedrawbarthrough holesolidmilling accessories
How tight are repeatability, indexing and robot interface?
Repeat positioning, indexing accuracy and loader interface affect indexing chucks and rotary table combinations.
repeatabilityindexingrobotmulti-face milling
This is general selection guidance only. Final models, torque limits and custom scope are confirmed in engineering review.
Check and gather the following where possible so sales and engineering can respond with a focused category recommendation.
Valve bodies and pipe fittings with multiple angular features may also use special hydraulic chucks. For complex jobs, send the drawing and machine interface together so spindle workholding and table accessories can be reviewed as one package.
A chuck usually clamps the outside of the workpiece with jaws. A collet chuck provides more surrounding contact for round or small-diameter parts. An expanding mandrel locates and clamps from the internal bore. The best option depends on the workpiece shape, clamping surface, accuracy requirement and machining process.
Send the workpiece drawing, material, machine model, spindle nose or table layout, clamping surface, required accuracy, cutting load and expected production volume.
KORRETTO supplies standard chucks and workholding products, and can also support custom jaws, special clamping surfaces and project-specific workholding solutions when standard products do not fit the workpiece.
Thin-wall parts usually require careful clamping force distribution. Rubber-flex collets, collet chucks, diaphragm chucks or 6-jaw chucks should be reviewed before using a standard jaw chuck.
Hydraulic chucks and pneumatic chucks are common choices for automated clamping. The final selection depends on clamping force, air or hydraulic supply, cycle time, machine interface and cutting load.
No. Workholding selection depends on the workpiece, machine, process and production plan. A lathe chuck, collet chuck, expanding mandrel, vise or indexing system may be more suitable depending on the application.
Yes. Send the product category, machine information and workpiece drawing. We can provide available technical data or help check whether a standard model is suitable.