分度卡盘怎么选?液压分度卡盘与数控分度卡盘:精度、尺寸、驱动方式全解析
发布时间:2026-03-25 | 库来特(KORRETTO)技术团队
分度卡盘把“多角度加工”和“车削夹持”集成在同一套夹持系统中。阀门体、三通、弯头、十字轴、万向节等工件,如果每个角度都反复拆装找正,不仅效率低,也容易产生累计误差。本文面向工艺工程师、设备工程师和采购人员,系统说明液压分度卡盘、数控分度卡盘、分度精度、重复定位、规格尺寸、驱动与锁紧、主轴匹配、转速与夹紧力等选型要点,并提供快速对照表,便于与采购、工装设计和现场调试人员统一方案。
1分度卡盘解决什么问题?和数控分度头不是一回事
分度卡盘的核心价值是一次装夹、多角度加工。工件夹持在卡盘上后,通过分度机构转到指定角度,再由锁紧结构保持加工刚性,适合阀门体、三通、弯头、气动元件壳体、十字轴、万向节等需要多个角度孔系、端面或螺纹加工的工件。
市场上常说的数控分度卡盘,通常指分度动作可由机床 CNC 程序触发、并能与机床控制逻辑联动的自动化方案。它与加工中心常见的数控分度头或第四轴不同:分度卡盘仍以车床主轴夹持场景为主,重点解决车削、钻孔、镗孔和攻丝中的多角度定位与夹紧问题。
如果工件只是偶尔需要换角度加工,普通夹具或分度头可能已经足够;如果工件批量大、角度多、每次找正耗时长,液压分度卡盘或自动分度卡盘通常更有价值。
2精度怎么选:分度精度与重复定位要一起看
分度卡盘选型时,建议同时核对分度精度和重复定位精度。分度精度决定每次转位后的角度误差,重复定位影响多次夹紧、松开和转位后的孔系、端面和外形一致性。
- 分度精度:用于判断相邻工位之间的角度误差上限。对于阀门体、三通和多面体工件,角度误差会进一步反映到孔距和端面方向上。
- 重复定位:用于判断多件连续加工时,工件在相同角度位置是否能稳定回到同一状态。
- 切削刚性:分度到位后还必须可靠锁紧,否则即使空载角度正确,加工时仍可能因切削力造成微动。
如果图纸同时要求角度精度和线性位置度,不能只看分度机构参数,还要检查卡爪、定位面、锁紧结构、机床主轴和切削参数是否匹配。
3规格尺寸:卡盘直径与工件包络如何匹配
分度卡盘规格应从工件最大回转直径、夹持位置、卡爪高度、法兰接口和机床防护空间共同判断。卡盘直径过小会限制夹持刚性和工件包络;卡盘过大则会增加主轴负载、转动惯量和安全风险。
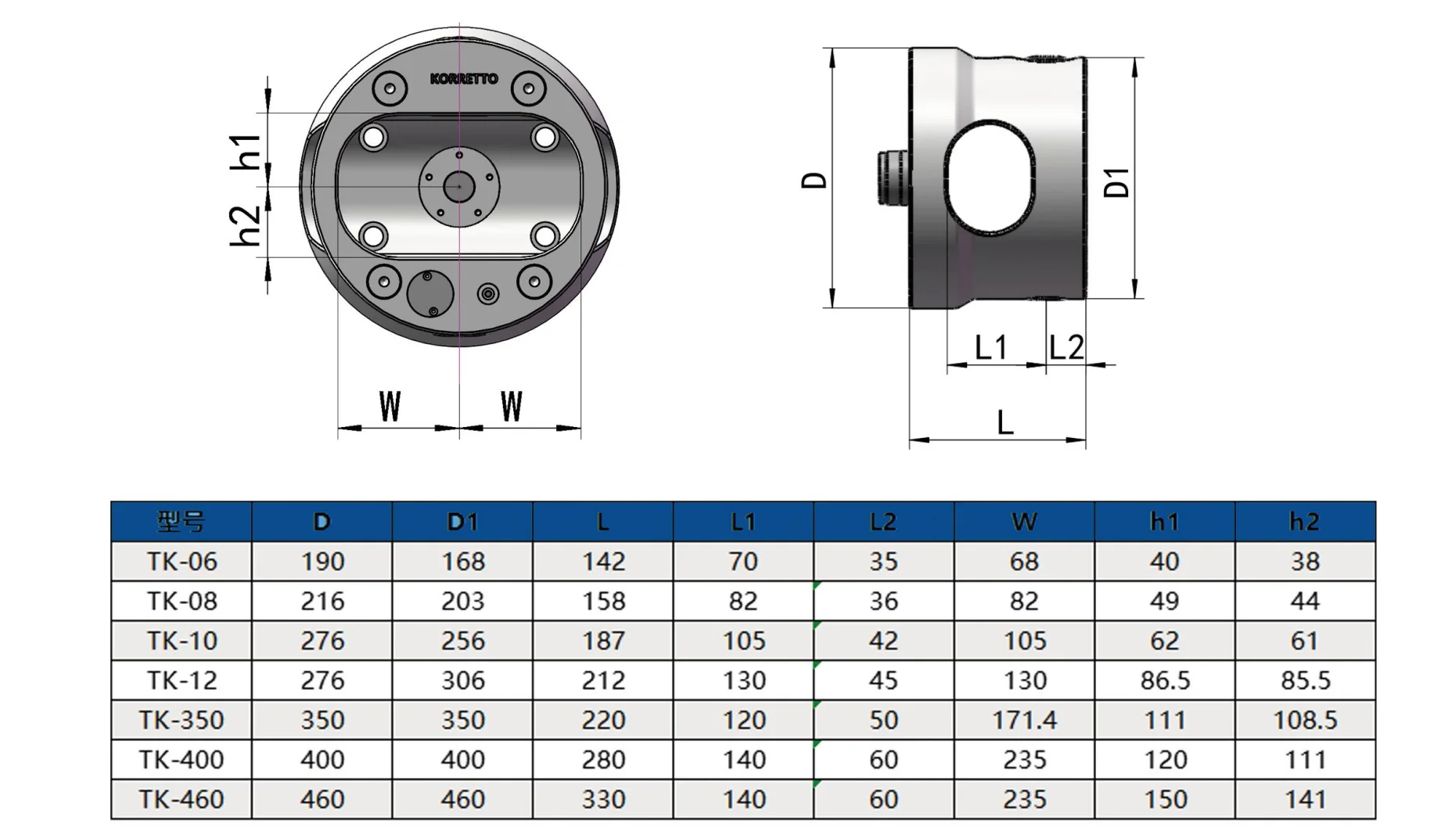
对于 TK 系列等液压分度卡盘,应在选型时确认卡盘外径、工件重量、最大回转包络、主轴承载、最高转速和夹紧力范围。若工件需要棒料连续送料,应特别注意分度卡盘是否为通孔结构;无通孔结构不适合长棒料自动送料产线。
4分度方式:6×60°、8×45°与非标角度
常见分度方式包括 6×60°、8×45° 等标准等分形式,适合六方、八方、多面阀体和规则角度孔系。若图纸要求非等分角度、特殊孔位或多种角度组合,则需要确认是否采用非标分度结构或定制夹具。
非标分度方案应在图纸、验收标准、加工节拍和机床控制条件明确后再确定。对于批量生产,应同时评估标准规格现货、非标制造周期和后续维护便利性。
5驱动、锁紧与机床:液压驱动、机械锁紧与 CNC 联动
液压分度卡盘通常通过液压系统实现夹紧、松开和转位动作,并通过机械锁紧结构保证切削时的角度稳定性。若需要与数控车床联动,还应确认 CNC 程序、I/O 信号、转位报警和安全联锁逻辑。
夹紧力应根据工件材料、夹持面积、加工余量和切削方向核算。粗加工和断续切削需要更高刚性,薄壁件则需要控制夹紧力分布,避免夹紧变形。
6主轴匹配与转速:大卡盘要匹配足够的主轴能力
分度卡盘自重和转动惯量通常高于普通卡盘,因此必须确认主轴接口、主轴承载、拉杆结构、液压条件和防护空间。主轴能力不足时,频繁启停和高转速会增加轴承负担,也可能影响加工安全。
实际转速应按卡盘规格、工件重量、动平衡状态和制造商建议执行。中小规格可采用较高转速,大规格或重工件应降低转速,并通过平稳加减速减少冲击。
7快速选型对照
| 工况 | 建议关注 | 分度卡盘选型要点 |
|---|---|---|
| 六方、八方、多面体加工 | 标准分度角是否覆盖图纸 | 优先确认 6×60°、8×45° 或非标分度需求。 |
| 阀门体、三通、弯头孔系加工 | 分度精度与重复定位 | 同时评估角度误差、夹持基准和锁紧刚性。 |
| 自动化产线或无人值守 | CNC 联动与转位报警 | 确认夹紧、转位、锁紧、报警和加工顺序。 |
| 重切削、大直径工件 | 夹紧力、主轴负载和转速 | 核算卡盘重量、工件重量、切削载荷和安全余量。 |
| 特殊外形或非标准夹持 | 专用夹具和卡爪设计 | 可结合专用动力卡盘、定位块和定制卡爪一起评估。 |
分度卡盘选型补充:先确认这 5 个条件
分度卡盘不是只按卡盘直径选型。对于阀体、三通、弯头和多面体工件,应先确认工件角度、夹持基准、加工节拍、机床接口和切削负载。只有这些条件明确后,才能判断是使用标准分度规格,还是需要非标角度、专用夹具或自动化联动。
- 分度角度:确认 6×60°、8×45° 是否覆盖加工需求,非等分角度应提前确认图纸与验收标准。
- 夹持基准:优先选择稳定、可重复定位的外圆、端面或已加工基准,避免用毛坯不稳定面作为主要定位面。
- 机床接口:核对主轴型号、拉杆、液压站、控制信号和防护空间,避免卡盘装上后无法联动或干涉。
- 切削负载:粗加工、大直径工件和断续切削应重点核算夹紧力、锁紧刚性和主轴承载能力。
- 生产节拍:批量加工或自动化产线应优先考虑转位报警、CNC 联动和稳定的重复定位。
| 工况 | 更适合分度卡盘 | 需要谨慎评估 |
|---|---|---|
| 阀体、三通、弯头多角度加工 | 一次装夹完成多个角度工序,减少重复找正。 | 如果每个角度的加工面差异很大,需确认刀具干涉与夹具避让。 |
| 批量稳定生产 | CNC 联动分度能减少人工干预,提高节拍一致性。 | 小批量试制时,需要衡量夹具成本和换型频率。 |
| 高角度一致性要求 | 适合孔系、端面和多方向特征的重复加工。 | 最终精度还取决于工件定位面、卡爪刚性和切削力控制。 |
相关产品与进一步选型
相关文章
如果工件需要多个角度加工,可将工件图纸、加工角度、机床型号和节拍要求发送给库来特团队,先判断是否适合使用分度卡盘或专用动力卡盘。联系库来特获取夹持方案
分度卡盘的工程判定框架:角度定位、锁紧刚性与工序集成
工程结论:分度卡盘的选型不应只按“能分几等分”判断,而应同时评估角度定位精度、转位后锁紧刚性、工件基准稳定性、机床主轴承载和工序集成方式。对于阀体、三通、弯头和多面体工件,分度卡盘的价值主要体现在减少重复装夹与降低累计找正误差。
从工艺逻辑上看,分度卡盘本质上是把“夹持”和“角度定位”集成到同一套车削夹具中。工件在一次装夹后完成多个角度位置的加工,避免每个角度都重新拆装、找正和校验。对批量生产而言,这类方案的优势并不只在节拍,还在于把人为找正误差转化为可重复的机械分度误差。
1. 分度误差与加工误差不是同一个概念
分度精度描述的是卡盘每次转位后的角度偏差,但实际零件误差还会受到夹持基准、卡爪刚性、切削力、刀具悬伸和主轴系统的影响。因此,分度卡盘选型时应把角度精度看作“必要条件”,而不是“充分条件”。如果工件定位面不稳定,或者夹紧后存在微小移动,即使分度机构本身精度较高,也可能在孔系位置和端面方向上出现偏差。
2. 转位后必须形成可靠锁紧
分度动作完成后,卡盘需要在切削前形成稳定锁紧。对于断续切削、粗加工或大直径工件,仅仅完成角度转位并不足够。锁紧结构需要抵抗切削扭矩和径向载荷,否则工件在加工中可能产生微动,表现为孔位漂移、端面角度偏差或刀纹异常。
| 评价维度 | 应确认的问题 | 对选型的影响 |
|---|---|---|
| 角度定位 | 标准等分角是否覆盖图纸?是否需要非标角度? | 决定使用标准分度卡盘还是定制分度结构。 |
| 锁紧刚性 | 转位后是否能承受粗加工和断续切削? | 影响孔系位置、端面方向和批量一致性。 |
| 夹持基准 | 工件靠外圆、端面、内孔还是毛坯面定位? | 决定卡爪、定位件和夹具结构是否需要定制。 |
| 机床接口 | 主轴、拉杆、油路和控制信号是否匹配? | 影响能否实现 CNC 联动和安全报警。 |
3. 适合使用分度卡盘的典型工况
- 阀体、三通、弯头、十字形工件等存在多个角度加工面的零件。
- 重复拆装会造成找正时间长、累计误差大或人工依赖强的批量加工。
- 车削产线已有合适主轴和液压条件,希望通过夹具升级实现多角度加工。
- 零件需要在多个方向完成钻孔、镗孔、端面加工或螺纹加工。
4. 不建议直接套用分度卡盘的情况
- 工件定位基准本身不稳定,毛坯差异大且缺少可重复夹持面。
- 每个角度都需要复杂铣削轮廓,四轴或五轴加工中心可能更合适。
- 小批量试制且角度加工不频繁,专用分度卡盘投资回收周期较长。
- 主轴承载、转速或安装空间不足,无法安全承受卡盘惯量和工件重量。
5. 建议的询价资料
为了避免只按卡盘直径粗略选型,建议在询价时提供工件图纸、加工角度、机床型号、主轴接口、液压条件、预计节拍和验收标准。对于多角度阀体类工件,还应说明每个角度对应的加工内容和刀具方向。
相关产品
相关文章
如果工件涉及多角度孔系、阀体或弯头加工,可提交工件图纸、分度角度和机床接口信息,由库来特先判断是否适合使用分度卡盘或专用动力卡盘。提交图纸咨询分度卡盘方案
常见问题解答
分度卡盘和数控分度头有什么区别?
分度卡盘把分度和工件夹持集成在卡盘结构中,适合车削产线中的阀门体、三通、弯头和多面体加工;数控分度头更常见于铣削或加工中心场景,主要承担旋转定位或第四轴功能。选型时应根据机床类型、工件夹持方式和加工方向判断。
液压分度卡盘能用在加工中心上吗?
少数特殊项目可以评估,但液压分度卡盘的主流应用仍是数控车床和车削产线。加工中心若需要连续四轴或复杂空间曲面加工,通常应优先考虑第四轴、转台或专用工装。
分度精度达到 0.003° 是否一定能保证零件合格?
不能只看分度精度。最终加工结果还会受到工件定位基准、卡爪刚性、锁紧状态、切削力、主轴刚性和刀具悬伸影响。分度精度是必要条件,但不是唯一条件。
非标分度角或定制夹具如何确认?
建议先提供工件图纸、加工角度、孔系位置、机床型号和节拍要求。工程人员会根据角度、夹持基准、切削负载和安装空间判断是否需要非标分度卡盘、专用动力卡盘或定制卡爪。
 津公网安备12011102001907号
津公网安备12011102001907号