阀门工件的三种典型加工方式对比
阀门、三通管件的加工目前最高效的三种方式
- 双头车床
- 三面镗铣床
- 分度卡盘
不同的加工方式在实际应用种各有利弊,后面的文章我们会逐一分析。
一,双头车床
优点:
- 对工件两端同时车削,取得更好的同轴度和加工效率。
- 精度最高可达0.02mm
- 夹持速度快
- 加工表面粗糙度好
缺点:
- 只能加工轴类和管类工件,无法像分度卡盘一样完成多位置多角度的加工。
- 受制于主轴夹座的夹持方式,无法对大直径工件进行加工。
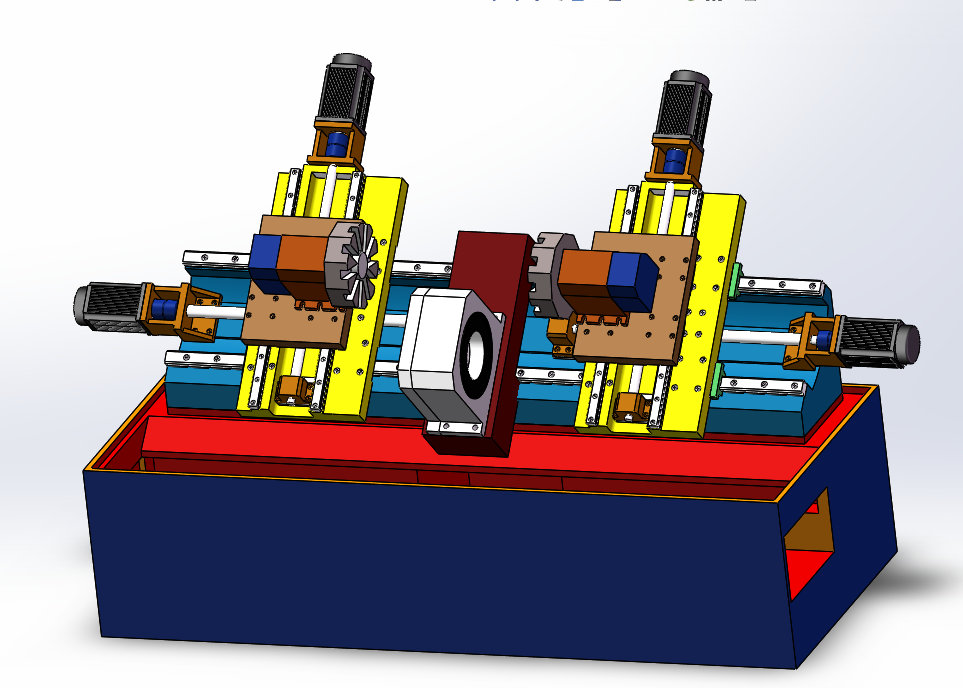
二,三面镗铣床
优点:
- 对工件三端同时车削,取得更好的同轴度和加工效率。
- 加工范围大
- 夹持速度快
缺点:
- 适用于铸铁工件
- 粗糙度和精度较差
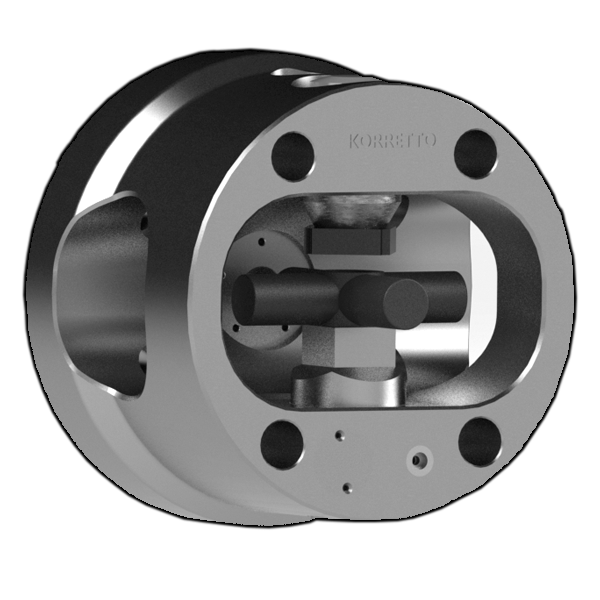
二,分度卡盘
优点:
- 加工精度高,加工面粗糙度好
- 转位精度最高可达0.003度
- 夹持速度快
- 可兼容各种工件
- 改造成本低,适配几乎所有数控车床,可直接改造,无需购入新设备。
缺点:
- 不能同时加工多个位置,每个位置加工完成后自动旋转到下一个加工位置,转位有几秒转位时间。
上述三种加工方式有各自适合的工件和领域,如需详细了解请联系我们的售前工程师咨询。
阀门工件加工方式补充:关键在于减少重复装夹
阀门、三通、弯头和多通类工件通常存在多个方向的孔、端面或密封面。如果每个方向都单独装夹,找正时间长,累计误差也会增加。选择加工方式时,应重点比较一次装夹能力、角度一致性、设备投入和批量节拍。
- 双头车床:适合两端加工效率要求高的零件,但对多角度特征支持有限。
- 三面镗铣设备:适合特定阀体批量加工,但设备专用性较强。
- 分度卡盘:适合在车削场景下完成多角度加工,能减少拆装和重复找正。
- 专用夹具:适合特殊形状、非标准角度或已有设备改造场景。
| 加工方式 | 优势 | 适合场景 |
|---|---|---|
| 双头车床 | 两端加工效率高,适合对称结构。 | 两端孔、端面或外圆加工为主的阀类零件。 |
| 三面镗铣设备 | 多方向加工能力强,节拍稳定。 | 产品结构稳定、批量较大、设备专用性可接受的工况。 |
| 分度卡盘 | 一次装夹、多角度分度,适合车削产线改造。 | 阀体、三通、弯头和多面体类工件加工。 |
相关产品与进一步选型
相关文章
如果阀体、三通或弯头工件存在多角度加工需求,可提供工件图纸、加工面数量、现有机床类型和节拍要求。联系库来特评估阀门加工夹持方案
 津公网安备12011102001907号
津公网安备12011102001907号