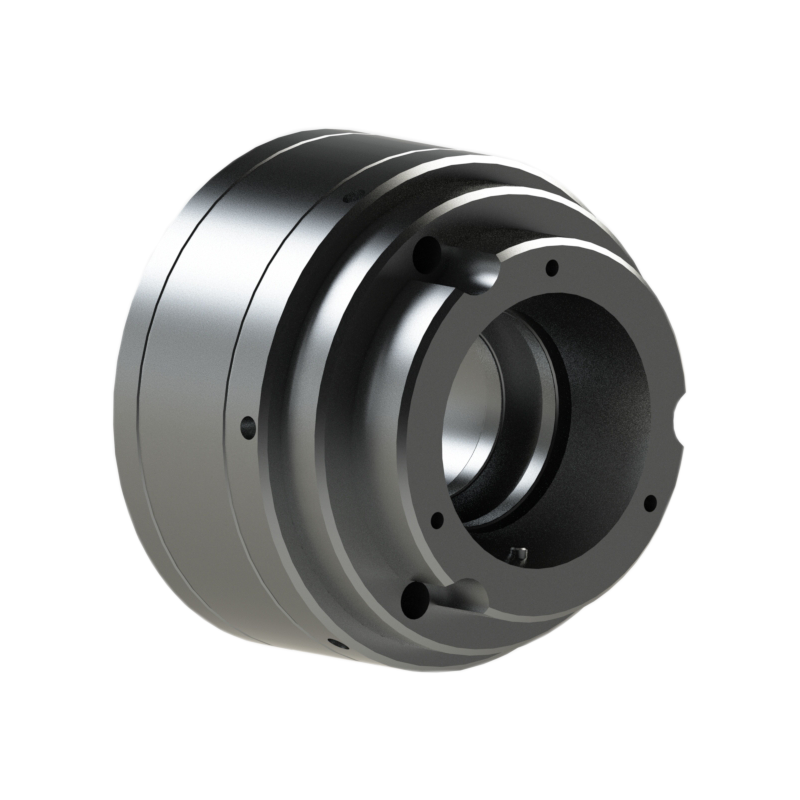
柔性橡胶夹头在轴类加工中的优势
传统数控车床加工轴类工件时通常选用通用夹具“通孔液压卡盘或弹簧夹头”。


通用型卡盘在大批量、高精度生产中存在明显的缺陷。
- 精度差
- 夹持速度慢
- 卡爪或夹头出现喇叭口
- 卡爪需要经常修整
- 夹头缝隙容易进铁屑卡住
- 弹簧夹头达到金属疲劳强度后无法夹紧或装入工件。
柔性橡胶夹头采用耐久的硫化橡胶将完全分隔开的金属连接起来,结构上克服了上述缺点。
- 精度最高可达0.005mm
- 夹持速度快
- 可实现平行夹紧
- 夹持表面硬度约HRC60,无需修配
- 筒夹完全密封,铁屑和异物被隔绝在筒夹外面。
- 使用专用扳手10S内更换夹持直径,适合柔性加工需求。
柔性橡胶夹头选型补充:适合轴类批量加工和轻微尺寸波动工件
柔性橡胶夹头的优势不只是夹持速度快,更重要的是接触面积大、夹持均匀、对工件表面相对友好。对于轴类、薄壁套类和批量车削工件,如果直径存在轻微波动,柔性夹持结构可以在一定范围内补偿尺寸变化,减少频繁换爪和重复找正。
- 轴类零件:适合外圆定位稳定、需要快速夹紧和批量重复加工的轴类工件。
- 薄壁或易压伤工件:橡胶夹头接触面积较大,有助于分散夹紧力。
- 多规格换型:适合对换型效率有要求,但工件直径变化不宜过大的生产场景。
- 防屑和密封:橡胶结构在一定程度上有助于减少切屑进入夹持缝隙。
- 不适合场景:重切削、大余量断续切削或夹持面严重不规则的工件,需要谨慎评估。
| 对比项 | 柔性橡胶夹头 | 普通卡盘 / 筒夹 |
|---|---|---|
| 夹持接触 | 接触面积大,夹紧更均匀。 | 通常为爪点或局部接触,对表面要求更敏感。 |
| 换型效率 | 适合批量加工中快速夹紧和重复定位。 | 换爪、找正或更换夹头可能耗时更长。 |
| 适用工件 | 轴类、薄壁套类、表面易压伤工件。 | 常规外圆、重切削或标准夹持场景。 |
相关产品与进一步选型
如果需要在橡胶夹头、橡胶筒夹、筒夹卡盘和液压卡盘之间比较夹持方向,可先查看 橡胶夹头卡盘/筒夹主系列页,再根据工件外径、壁厚、夹持长度和节拍要求选择具体结构。
相关文章
如果工件存在薄壁、易压伤或批量换型需求,可先提供工件直径范围、材料、加工余量和节拍要求。联系库来特评估橡胶夹头方案
柔性橡胶夹头的夹持机理:大接触面积、同心性与尺寸补偿
工程结论:柔性橡胶夹头适合轴类、薄壁套类和批量重复加工场景。它的主要价值不是单纯提高夹紧力,而是通过较大的接触面积和柔性变形,使夹持力分布更均匀,并在一定范围内适应工件直径的微小波动。
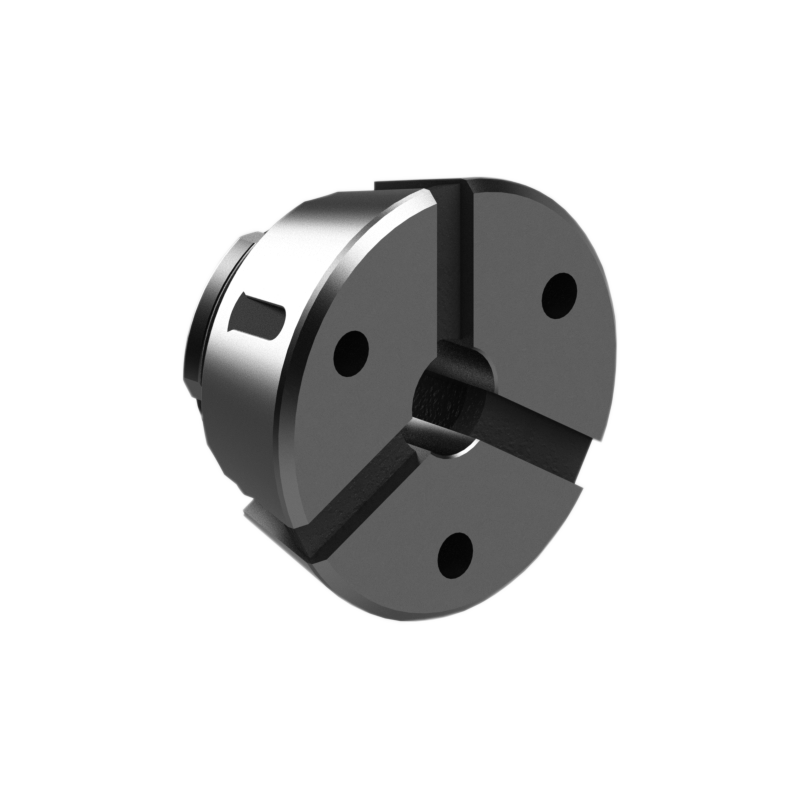
从夹持机理看,橡胶夹头可以理解为介于普通筒夹和卡爪式卡盘之间的一类柔性夹持结构。普通筒夹依靠弹性开槽夹套在锥面作用下径向收缩,适合高同心和尺寸稳定的圆柱件;橡胶夹头则通过多瓣夹持单元与弹性材料结合,形成更大的包覆接触面积,适合批量轴类和表面敏感工件。
1. 大接触面积降低局部压痕风险
三爪卡盘的夹持力通常集中在有限接触区域,若工件表面已加工或壁厚较薄,局部压强可能造成压痕或变形。柔性橡胶夹头通过较长的夹持接触带分散夹紧力,有助于减少局部夹痕,并改善轴类工件的重复装夹一致性。
2. 尺寸补偿适合轻微波动,不适合无限跨度
柔性结构可以在一定范围内补偿工件外径的微小差异,但这并不意味着可以覆盖很大的尺寸跨度。若工件直径变化过大,仍需更换对应规格的夹持单元,或改用软爪、筒夹、液压卡盘等其他方案。
| 评价项目 | 柔性橡胶夹头特点 | 选型注意 |
|---|---|---|
| 接触方式 | 包覆接触面积较大,夹紧力分布更均匀。 | 适合表面敏感或薄壁轴套类工件。 |
| 重复装夹 | 适合批量生产中快速夹紧和释放。 | 需保证夹持面清洁,避免切屑影响定位。 |
| 尺寸波动 | 可适应一定范围内的直径变化。 | 超出弹性补偿范围时应更换规格。 |
| 切削负载 | 适合轻中载和精加工类批量场景。 | 重断续切削需评估是否改用液压卡盘或专用夹具。 |
3. 与筒夹、三爪卡盘的适用边界
- 优先选择橡胶夹头:批量轴类、薄壁套类、表面易压伤或需要快速换型的工件。
- 优先选择筒夹卡盘:工件直径稳定、要求高同心、夹持范围明确的小直径圆柱件。
- 优先选择液压卡盘:夹紧力要求高、加工余量大、切削负载较重的车削工况。
- 优先选择内涨夹头:以内孔为基准,加工外圆、端面或外部特征的套类零件。
4. 建议的选型资料
橡胶夹头选型建议提供工件外径范围、材料、表面状态、壁厚、加工余量、批量规模和节拍要求。若工件为薄壁件或易压伤零件,还应说明允许夹痕、同轴度和重复定位要求。
相关产品
相关文章
如果工件存在轴类批量加工、表面易压伤或薄壁变形风险,可提供外径范围、材料、壁厚和节拍要求,由库来特协助判断橡胶夹头、筒夹或液压卡盘方案。联系库来特评估柔性夹持方案
 津公网安备12011102001907号
津公网安备12011102001907号