软爪安装与连接件
软爪安装位置应保持在卡盘规定的有效行程范围内。夹爪安装螺栓需按规定扭矩锁紧,螺栓旋入深度应按说明书控制,防止过浅或过长导致夹爪、连接件或工件飞出风险。
按工件直径、夹持方式、软爪数量、夹持长度和预留间隙,初步估算软爪镗孔直径、平均接触弧长、夹持长度比例和夹持风险,并生成软爪尺寸示意图。结果只用于前期尺寸核对,不作为最终 CAD 或加工图纸。
正在根据卡盘、标准软爪和工件尺寸生成设计建议。
设计建议已生成
以下结果基于当前输入参数和已录入的标准软爪数据生成,仅用于软爪设计前的尺寸参考。
软爪示意图图片暂未加载,请核对 /img/tool/soft_jaw_show_1.png 与 /img/tool/soft_jaw_show_2.png 是否已上传。
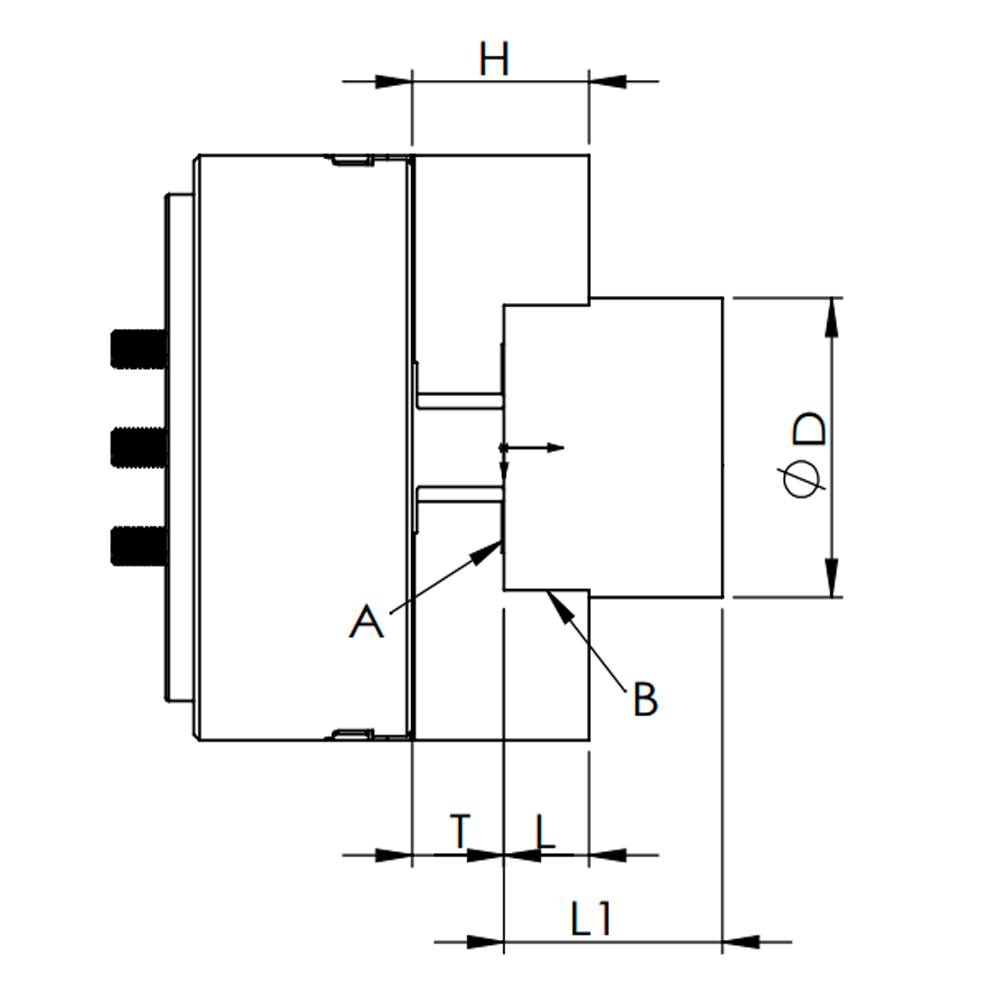
示意图用于帮助理解软爪结构、端面定位、夹持面和主要尺寸关系,不作为最终加工图纸。正式软爪结构应结合卡盘型号、软爪毛坯尺寸、工件图纸、夹持位置和现场试夹结果确认。
建议软爪镗孔直径
--
卡爪总高度
--
夹持高度
--
卡爪宽度
--
端面定位厚度
--
以下内容用于帮助理解软爪安装、成形和试切过程中的关键检查点。不同卡盘型号、软爪毛坯和机床条件会改变实际工艺,正式制作前仍需查阅对应卡盘说明书并进行工程复核。
软爪安装位置应保持在卡盘规定的有效行程范围内。夹爪安装螺栓需按规定扭矩锁紧,螺栓旋入深度应按说明书控制,防止过浅或过长导致夹爪、连接件或工件飞出风险。
如果使用的上爪夹持中心高度 H 高于标准软爪,卡盘滑座和安装螺栓会承受更大负载,应降低输入力使用。上爪越大越重,离心力越高,需要结合动态夹紧力和切削力确认允许转速。
外圆夹持成形通常先准备足够厚度、不易变形的成形塞规或工艺件,再在接近夹爪行程中心的位置夹紧并加工软爪接触面。试切时需检查是否打滑、接触是否稳定,以及 A / B 两侧接触是否均衡。
内孔撑紧可使用成形环或内涨工艺件,需确认孔径、孔深和壁厚不易变形。内孔撑紧场景通常更需要控制输入力,必要时按说明书降低到允许最大输入力的一定比例后试夹。
使用成形治具时,应让销、螺栓或螺母在环形板上均匀分布,并确认治具夹紧位置接近合适行程中心。成形后移除治具再夹持工件试切,复核精度、接触状态和无打滑情况。
| 工件目标夹持直径 D | 用于镗孔尺寸、周长和夹持长度比例计算的主要直径。 |
|---|---|
| 预留间隙或过盈 | 软爪尺寸偏置量,可正可负,不是绝对推荐值。 |
| 夹持长度 L | 软爪与工件计划接触的轴向长度。 |
| 夹爪数量 | 用于估算平均每爪分配弧长。 |
软爪镗孔直径通常按目标夹持直径、夹持方式、预留间隙或过盈量进行初步估算。外圆夹持时可按工件直径加预留量估算,内孔撑紧时可按工件内孔直径减预留量估算,最终仍需结合预夹紧状态、软爪毛坯和试夹结果确认。
预夹紧可以让软爪在接近实际夹持状态下完成镗孔,使加工后的接触面更接近正式夹持时的变形状态。预夹紧方式、力值和垫块位置会影响软爪接触效果。
夹持长度可先用夹持长度与工件直径的比例进行初步判断。比例偏小时,需要关注打滑、振动、夹痕和稳定性;比例较大时,需要确认刀具干涉、端面定位和夹爪行程。
薄壁件通常需要更大的接触面积、更均匀的夹紧方式和更谨慎的夹紧力控制。可评估成形软爪、橡胶夹头卡盘、膜片卡盘或内涨夹具方案。
外观件可优先考虑成形软爪、较大的接触面积、表面保护垫、橡胶夹头卡盘或专用夹具方案。是否可避免夹痕需要结合材料、表面状态、夹紧力和试夹结果确认。
如果内孔是主要定位基准,且孔径、孔深和壁厚条件稳定,可评估内孔撑紧或内涨夹具。若外圆是主要定位和加工基准,可先评估外圆软爪夹持。
毛坯外圆波动较大时,软爪镗孔尺寸应结合毛坯范围和预加工余量确认。若外形带拔模角、锥面或不规则轮廓,应评估球关节卡盘、浮动补偿卡盘或专用夹具。
不可以。页面中的 SVG 示意图只用于帮助理解软爪镗孔尺寸、夹持长度和接触范围,不作为最终加工图纸。正式结构应结合卡盘型号、软爪毛坯尺寸、工件图纸和现场试夹确认。
当工件为薄壁件、外观件、毛坯件、断续切削、重切削、不确定基准或需要成形软爪时,建议提交图纸、材料、加工方式、机床接口和目标节拍,由工程人员复核。
 津公网安备12011102001907号
津公网安备12011102001907号