产品概述
橡胶筒夹是 KORRETTO 橡胶夹头 / 橡胶筒夹夹持体系中的可更换夹持元件:装入对应夹头本体或与橡胶筒夹卡盘配套的本体结构中,在机床上对工件外圆或指定夹持面实施夹紧。它不是卡盘总成,也不是快换或修内孔类工具。
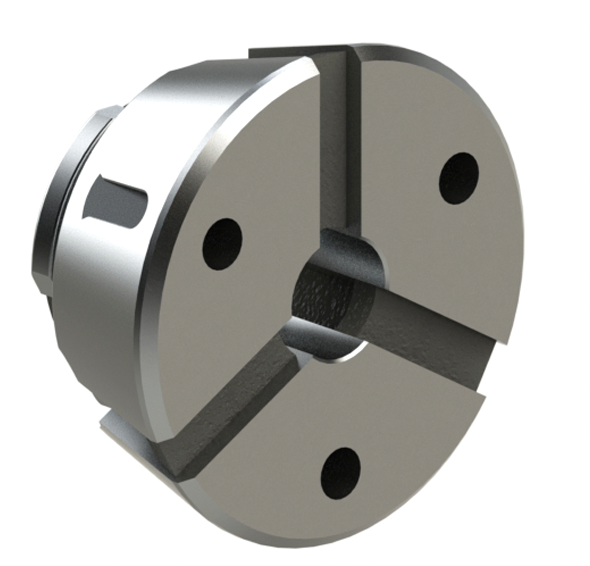
金属经分瓣形成多瓣夹持段,金属夹持段直接夹紧工件;瓣间由硫化橡胶连接,在夹紧行程中辅助平行夹紧,松夹时有助于稳定松开。橡胶同时密封槽缝,减少切削液与铁屑进入,降低配合面异常磨损与铁屑划伤风险,并有利于在反复夹紧后保持可预期的松开行为。
在合理型号、夹持范围与允许转速下,橡胶筒夹并非弱夹持元件,可覆盖精加工、粗加工及较高节拍工况;毛坯或重切削余量较大时,可选用内孔带防滑槽的筒夹以增强夹持稳定性,仍须结合切削负载与试夹确认。
核心特点
-
可更换夹持元件,非卡盘本体
与夹头本体或卡盘本体分件供货与更换,按直径段与工况维护夹持系统。
-
分瓣金属本体 + 硫化橡胶连接
金属瓣承担主要夹紧与刚性传递,硫化橡胶承担瓣间连接与槽缝密封。
-
平行夹紧与稳定松开
在有效行程内有助于各瓣同步参与夹紧,松夹时有助于降低卡滞风险,保持重复松开动作稳定(以试夹为准)。
-
密封防屑,减轻磨损与划伤风险
降低铁屑与切削液侵入夹持缝隙的概率,减轻配合面异常磨损与铁屑划伤风险。
-
夹持力、刚性与重复稳定性
在匹配型号与机床条件下,可满足从轻载精加工到较高负载粗加工的差异需求;有助于提升装夹一致性与重复稳定性,须核对允许转速与夹持范围并结合试夹。
-
防滑槽与配套协同
毛坯或粗加工可选用内孔防滑槽;须与夹头本体或卡盘型号、机床接口及节拍目标一并核对。
适用场景
- 橡胶夹头 / 橡胶筒夹系统中对外圆或指定夹持面的工件夹持
- 精加工对装夹一致性与重复装夹有要求的场合
- 粗加工或余量较大、切削负载较高的工序(结合型号与试夹)
- 较高节拍批量线或多品种换型产线
- 毛坯夹持或需要内孔防滑槽以增强抓持的场合
- 切屑多、易受铁屑与切削液影响、希望减少槽缝积屑与配合面异常磨损时
- 按直径段更换筒夹并与既有卡盘或夹头本体配套维护
- 需与夹头本体、卡盘本体及机床条件共同确认后再定型的选型场景
关键参数与尺寸资料
关键参数说明
橡胶筒夹为可更换夹持元件,金属夹持段直接夹紧工件;硫化橡胶连接分瓣金属并密封槽缝,辅助平行夹紧与稳定松开,并有助于减少切削液与铁屑进入槽缝。KORRETTO 橡胶筒夹系列:筒夹精度 ≤ 0.01 mm,本体精度 ≤ 0.005 mm,筒夹硬度 HRC 58–62。具体型号、夹持范围、允许转速、夹持面形式和防滑槽选项请以对应型号样本和技术资料为准。
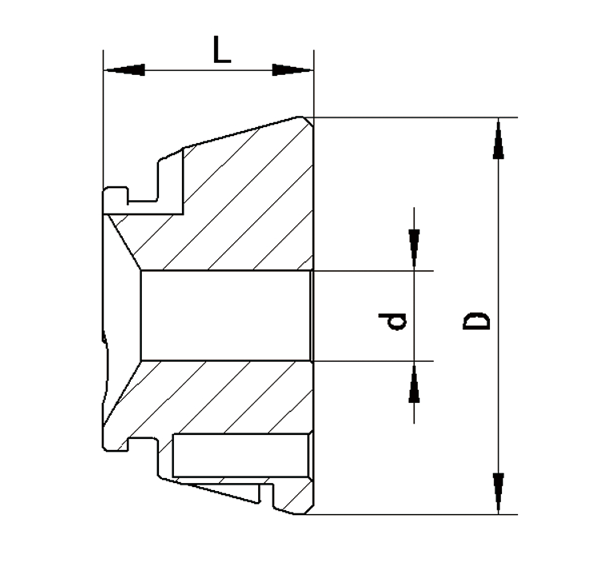
尺寸 / 结构示意图
夹持面形式说明
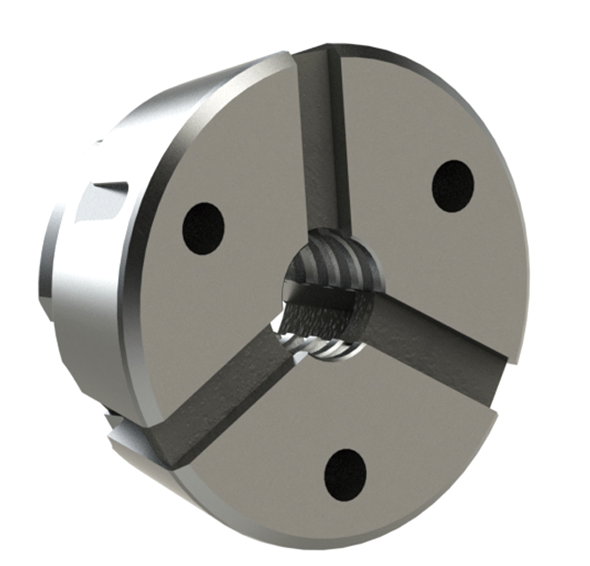
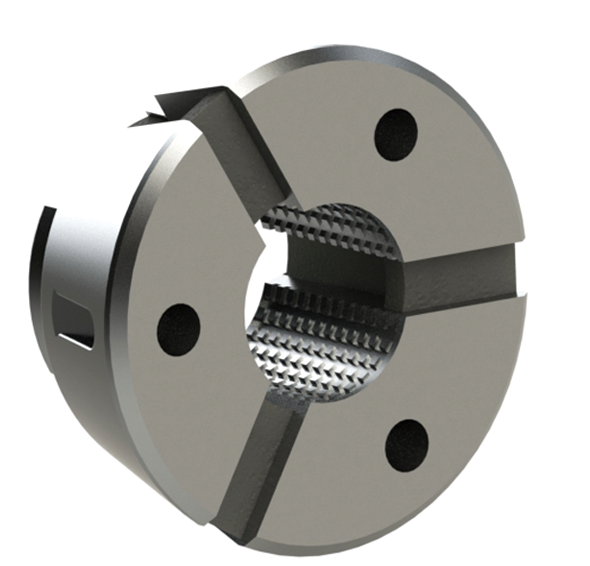
可按工件材料、毛坯状态和加工负载选择不同夹持面形式。光面适合常规精加工与表面保护要求较高的工件;径向槽可用于增强对毛坯或较高负载工况的抓持;径向 + 轴向槽可用于抓持需求更高的场景。具体夹持面形式需结合工件材质、夹持长度、切削负载和试夹结果确认。
型号与尺寸参数
| 型别 | 代号 | L [mm] | D [mm] | d(圆)[mm] | d(方)[mm] | d(六角)[mm] |
|---|---|---|---|---|---|---|
| 32 | 32S | 44 | 57.7 | 6–32 | 7–27 | 7–22 |
| 32 | 32R | 44 | 57.7 | 8–32 | 8–27 | 8–22 |
| 32 | 32RL | 44 | 57.7 | 11–32 | — | — |
| 32 | 32EM | 44 | 57.7 | 4–32 | — | — |
| 42 | 42S | 42 | 79.3 | 6–42 | 7–38 | 7–30 |
| 42 | 42R | 42 | 79.3 | 8–42 | 8–38 | 8–30 |
| 42 | 42RL | 42 | 79.3 | 11–42 | — | — |
| 42 | 42EM | 42 | 79.3 | 4–42 | — | — |
| 52 | 52S | 46 | 79.3 | 6–52 | 7–45 | 7–36 |
| 52 | 52R | 46 | 79.3 | 8–52 | 8–45 | 8–36 |
| 52 | 52RL | 46 | 79.3 | 11–52 | — | — |
| 52 | 52EM | 46 | 79.3 | 4–52 | — | — |
| 65 | 65S | 53 | 99.5 | 6–65 | 7–56 | 7–46 |
| 65 | 65R | 53 | 99.5 | 8–65 | 8–56 | 8–46 |
| 65 | 65RL | 53 | 99.5 | 11–65 | — | — |
| 65 | 65EM | 53 | 99.5 | 4–65 | — | — |
| 80 | 80S | 53 | 114.5 | 6–80 | 7–68 | 7–56 |
| 80 | 80R | 53 | 114.5 | 8–80 | 8–68 | 8–46 |
| 80 | 80RL | 53 | 114.5 | 11–80 | — | — |
| 80 | 80EM | 53 | 114.5 | 4–80 | — | — |
| 100 | 100S | 59 | 144.5 | 40–100 | — | — |
| 100 | 100R | 59 | 144.5 | 40–100 | — | — |
| 100 | 100RL | 59 | 144.5 | 40–100 | — | — |
| 100 | 100EM | 59 | 144.5 | 40–100 | — | — |
以上尺寸和参数用于初步选型参考,具体型号、夹持范围、允许转速、夹持面形式和防滑槽选项请以对应产品样本和技术资料为准。
选型与询价需提供的信息
- 工件图纸
- 工件外径或夹持直径
- 夹持长度
- 材料
- 毛坯状态
- 是否需要防滑槽
- 夹头本体或卡盘型号
- 机床品牌
- 机床型号
- 当前夹持方式
- 目标节拍
- 加工类型
- 现有夹持问题
- 是否需要快换工具或修内孔工具
常见问题
橡胶筒夹是什么?
橡胶筒夹是橡胶夹头 / 橡胶筒夹系统中的可更换夹持元件,通常与对应夹头本体或卡盘本体配套使用,用于夹紧工件的指定夹持面。
橡胶筒夹和橡胶筒夹卡盘有什么区别?
橡胶筒夹是可更换夹持元件;橡胶筒夹卡盘是安装在机床或主轴端的夹持单元,二者不能混为一谈。选型时要同时核对筒夹、本体和机床接口。
橡胶是否直接接触工件?
不是。金属夹持段直接夹紧工件;硫化橡胶主要用于连接分瓣金属、辅助平行夹紧、密封槽缝和帮助稳定松开。
橡胶筒夹能不能用于粗加工?
可以。橡胶筒夹并非弱夹持产品,在合理型号和机床条件下可用于粗加工或较高节拍加工。毛坯夹持或粗加工场景可选内孔带防滑槽的筒夹,以增强夹持毛坯的稳定性;仍需结合夹持范围、允许转速、切削负载和试夹结果确认。
橡胶筒夹有哪些关键技术口径?
KORRETTO 橡胶筒夹系列:筒夹精度 ≤ 0.01 mm,本体精度 ≤ 0.005 mm,筒夹硬度 HRC 58–62。这些指标分别对应筒夹、本体和筒夹硬度,选型时还需结合夹持范围、允许转速、工件状态和试夹结果确认。
询价需要准备哪些资料?
请提供工件图纸、工件直径、夹持长度、材料、毛坯状态、是否需要防滑槽、夹头本体或卡盘型号、机床型号、目标节拍、加工类型和现有夹持问题。
 津公网安备12011102001907号
津公网安备12011102001907号