KORRETTO · Machine vise series
Standard Precision Vise
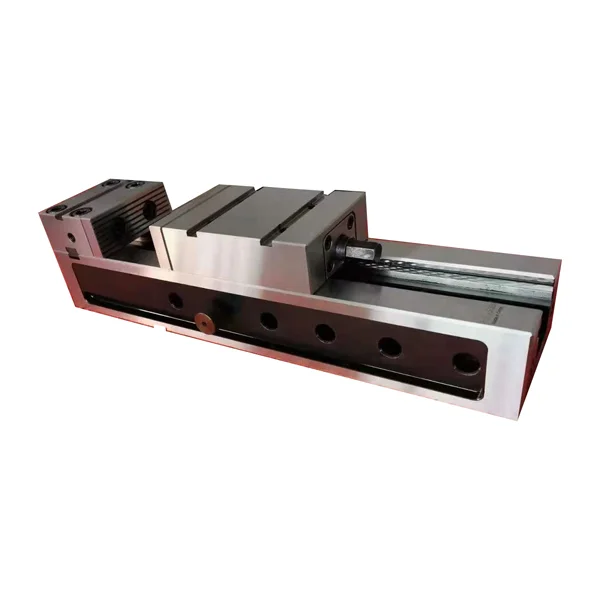
Standard precision vises are used for general milling and machining center workholding. They provide stable single-station clamping for rectangular, block-type and plate-type workpieces that require reliable positioning and repeatable machining setup.
Send the machine type, workpiece dimensions, material, clamping direction and required jaw opening, and we will help check whether this standard precision vise series fits your setup.

Product Overview
The KORRETTO standard precision vise is designed for stable workpiece clamping on milling machines and machining centers. It is suitable for general machining operations where a compact and reliable single-station vise is required.
Typical Applications
- General milling and machining center workholding
- Rectangular and block-type workpieces
- Single-part clamping
- Standard vise setups on machine tables
- Applications requiring stable and repeatable clamping
Key Features
Single-station precision vise structure
Suitable for common milling and machining center applications
Stable mechanical clamping for rectangular workpieces
Practical choice for general-purpose workholding
Multiple models available for different workpiece sizes
Parameters and Dimensions
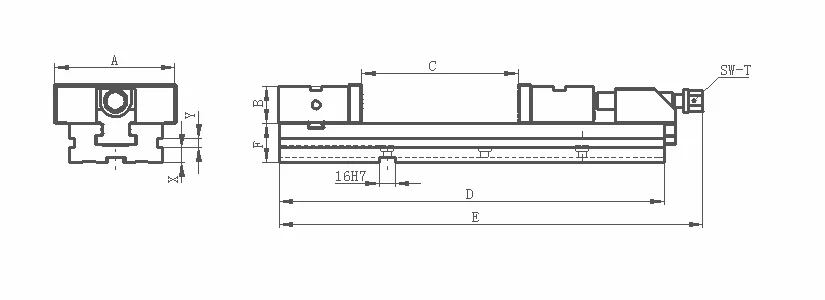
Dimension drawing for standard precision vise series. Confirm jaw range, main dimensions and machine table clearance before selection.
| Model | A | B | C | D | E | F | G | X | Y | T | Clamping Force (kN) | Weight (kg) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| HT108-125×150 | 125 | 40 | 150 | 345 | 424 | 40 | 100 | 15 | 9.5 | 19 | 28 | 14.3 |
| HT108-150×200 | 150 | 50 | 200 | 420 | 498 | 50 | 125 | 20 | 11.5 | 22 | 35 | 25.8 |
| HT108-150×250 | 150 | 50 | 250 | 470 | 548 | 50 | 125 | 20 | 11.5 | 22 | 35 | 28.1 |
| HT108-150×300 | 150 | 50 | 300 | 520 | 598 | 50 | 125 | 20 | 11.5 | 22 | 35 | 29.4 |
| HT108-175×200 | 175 | 60 | 200 | 456 | 558 | 58 | 145 | 22 | 14 | 22 | 45 | 42.1 |
| HT108-175×300 | 175 | 60 | 300 | 556 | 658 | 58 | 145 | 22 | 14 | 22 | 45 | 47.2 |
| HT108-175×400 | 175 | 60 | 400 | 656 | 758 | 58 | 145 | 22 | 14 | 22 | 45 | 52.4 |
| HT108-200×300 | 200 | 65 | 300 | 596 | 716 | 70 | 170 | 26 | 17.5 | 30 | 58 | 68 |
| HT108-200×400 | 200 | 65 | 400 | 696 | 816 | 70 | 170 | 26 | 17.5 | 30 | 58 | 75.3 |
| HT108-300×300 | 300 | 80 | 300 | 636 | 712 | 78 | 195 | 26 | 17.5 | 30 | 62 | 105.8 |
| HT108-300×400 | 300 | 80 | 400 | 736 | 812 | 78 | 195 | 26 | 17.5 | 30 | 62 | 114.9 |
Image Gallery
Selection Notes
Before selecting a standard precision vise, confirm the workpiece width, clamping direction, required jaw opening, machine table space and T-slot layout. The vise body size should match both the part and the available machine working envelope.
FAQ
What is a standard precision vise used for?
A standard precision vise is used to clamp workpieces on milling machines and machining centers. It is suitable for rectangular, block-type and plate-type parts that require stable single-station clamping.
How do I choose the correct vise size?
Check the workpiece width, required jaw opening, jaw height, machine table size and available working space. The vise should hold the workpiece securely without limiting tool access.
When should I choose a standard precision vise instead of a self-centering vise?
Choose a standard precision vise for general single-part clamping where centerline positioning is not the main requirement. Choose a self-centering vise when the part should remain centered during clamping.
What workpieces are suitable for a standard precision vise?
It is suitable for rectangular, block-type, plate-type and general milling workpieces that need stable single-station clamping.
What machine table or T-slot condition should be checked?
Please confirm the machine table size, T-slot arrangement, mounting space and the clamping direction needed for the setup.
Can it be used for milling, drilling or grinding setups?
Yes, depending on the workpiece, cutting load and required access. Final suitability should be confirmed according to the actual machining process and fixture setup.
What should be checked before installation?
Check the mounting surface flatness, jaw condition, fastening method, T-slot fit and machine travel before installation.
What information is needed for quotation?
Please provide the machine type, workpiece size, required jaw opening, machine table size, clamping direction and machining process.