KORRETTO · Lathe center series
Bull Nose Center
Bull nose centers provide a wider contact surface for supporting hollow workpieces, tubes, sleeves and bore-type parts. They are used when a standard pointed center is not suitable for the workpiece geometry.
Send the bore size, workpiece outer diameter, support surface, Morse taper and workpiece weight, and we will help check whether this bull nose center series fits your setup.

Product Overview
The KORRETTO bull nose center is designed for workpieces that need a larger support contact area. It is suitable for hollow parts, sleeves, tubes and workpieces where a standard center point cannot provide suitable support.
How a Bull Nose Center Supports a Workpiece
Instead of entering a small standard center hole with a pointed tip, the broad conical or bell-shaped nose contacts a larger bore edge or internal support surface. Tailstock thrust is therefore transferred through a wider contact diameter, which can support tubes, sleeves and hollow workpieces that cannot use an ordinary point. The contact angle and diameter must match the workpiece geometry; whether the selected assembly is rotating or fixed must also be confirmed from the specific model and machine setup.
Typical Applications
- Hollow workpieces
- Tubes and sleeve-type parts
- Bore-type workpieces
- Large contact tailstock support
- Turning applications where a pointed center is not suitable
Key Features
Bull nose support shape
Larger contact area than a standard pointed center
Suitable for hollow and bore-type workpieces
Multiple size options for different workpiece diameters
Practical for tube, sleeve and ring-type workpiece support
Parameters and Dimensions
Use the dimension drawing and parameter table below to verify taper size, dimensions and key support parameters before model selection.
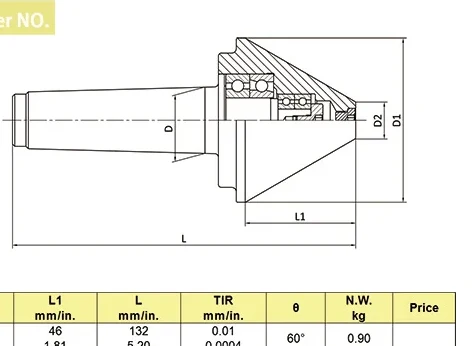
| Order No. | Model | D (mm) | D1 Bull Nose Diameter (mm) | D2 (mm) | l Head Length (mm) | L Overall Length (mm) | Tip Angle | Net Weight (kg) |
|---|---|---|---|---|---|---|---|---|
| C121010 | SX×63-MT.2 | 17.78 | 63 | 12 | 46 | 132 | 60° | 0.90 |
| C121110 | SX×76.7-MT.2 | 17.78 | 67.6 | 25.4 | 44.43 | 131 | 60° | 1.28 |
| C121210 | SX×63-MT.3 | 23.825 | 63 | 12 | 44 | 160 | 60° | 1.25 |
| C121310 | SX×78-MT.3 | 23.825 | 78 | 15 | 52 | 156 | 70° | 1.3 |
| C121410 | SX×107-MT.3 | 23.825 | 107 | 25 | 59 | 161 | 70° | 2.90 |
| C121510 | SX×63-MT.4 | 31.267 | 63 | 12 | 44 | 181 | 60° | 1.55 |
| C121610 | SX×78-MT.4 | 31.267 | 78 | 15 | 45 | 178 | 70° | 1.8 |
| C121710 | SX×106-MT.4 | 31.267 | 106 | 25 | 59 | 183 | 70° | 2.90 |
| C121810 | SX×128-MT.4 | 31.267 | 128 | 40 | 73 | 193 | 70° | 4.75 |
| C121910 | SX×129.3-MT.4 | 31.267 | 129.3 | 30 | 64.4 | 195 | 75° | 4.84 |
| C122010 | SX×128-MT.5 | 44.399 | 128 | 40 | 62.8 | 222 | 70° | 5.8 |
| C122110 | SX×168-MT.5 | 44.399 | 168 | 40 | 83.4 | 247 | 75° | 10.50 |
| C122210 | SX×206-MT.5 | 44.399 | 206 | 81 | 98 | 246 | 70° | 18.00 |
Image Gallery
Selection Notes
Before selecting a bull nose center, confirm the workpiece bore size, outer diameter, contact surface, Morse taper and support load. This series is suitable when the workpiece needs a wider support contact area instead of a pointed center.
When a Bull Nose Center Is Not Suitable
Do not use a bull nose center when its cone angle or contact diameter does not match the workpiece, when the tube wall or bore edge cannot safely accept the tailstock thrust, or when the machine taper and support load are unknown. It is also unsuitable if the required tool path collides with the larger nose profile. A standard pointed center or a purpose-designed internal support may be better for small center holes, thin unsupported edges or restricted access.
FAQ
What is a bull nose center used for?
A bull nose center is used when the workpiece needs a larger support contact area than a standard pointed center can provide. It is commonly selected for tube parts, sleeve parts and workpieces with larger internal support surfaces.
Is it a live center or a special supporting center?
It is a special lathe center selected for larger contact support conditions. Final use should still be confirmed according to the machine taper, support form and workpiece structure.
What machine taper should be confirmed?
Please confirm the tailstock taper or machine center interface before selection. The bull nose center must match the machine-side taper specification.
What workpiece support condition should be checked?
Please confirm the workpiece bore, end-face support area, contact diameter and support position. These factors determine whether a bull nose center is the right choice.
What speed or load should be considered?
Please confirm the spindle speed, workpiece weight and support load. These conditions affect whether a larger-contact center is suitable for the actual machining process.
How is it different from a standard pointed center?
A standard pointed center is used for normal center-hole support. A bull nose center provides a wider contact area and is selected for workpieces that cannot be supported effectively by a standard pointed tip.
What should be checked before installation?
Check the machine taper, contact surface condition, support area size and running speed before installation. The center and mating surfaces should be clean and correctly fitted.
What information is needed for quotation?
Please provide the machine taper, workpiece drawing, support bore or contact diameter, workpiece weight, speed range and machining process.


