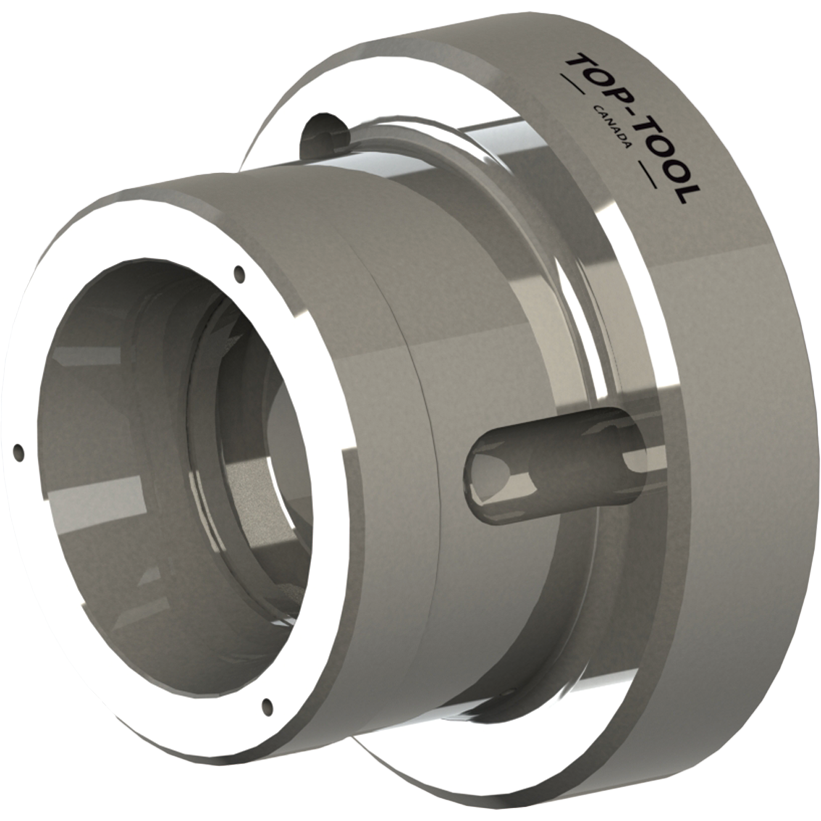
Multi-spindle rubber-flex clamping head chuck for compact multi-workpiece clamping.
Multi-Spindle Rubber-Flex Collet Chuck
KORRETTO multi-spindle rubber-flex clamping head chuck is used for clamping multiple workpieces or multiple stations within one fixture layout. Rubber-flex clamping head contact helps support each workpiece around the clamping diameter, while the multi-spindle arrangement improves production efficiency where the part size and process are suitable. This page covers the multi-spindle rubber-flex clamping head chuck, not a single-spindle rubber-flex chuck and not a standard metal collet chuck.

Product Overview
The multi-spindle rubber-flex clamping head chuck is selected when several workpieces must be clamped in a compact layout. It is suitable for batch machining, repeated production and fixture systems where multiple identical or similar parts are processed together.
Selection should confirm the number of stations, workpiece diameter, center distance, clamping range, collet type, actuation method, fixture layout, draw force and required repeatability.
Key Features
| Feature | Description |
|---|---|
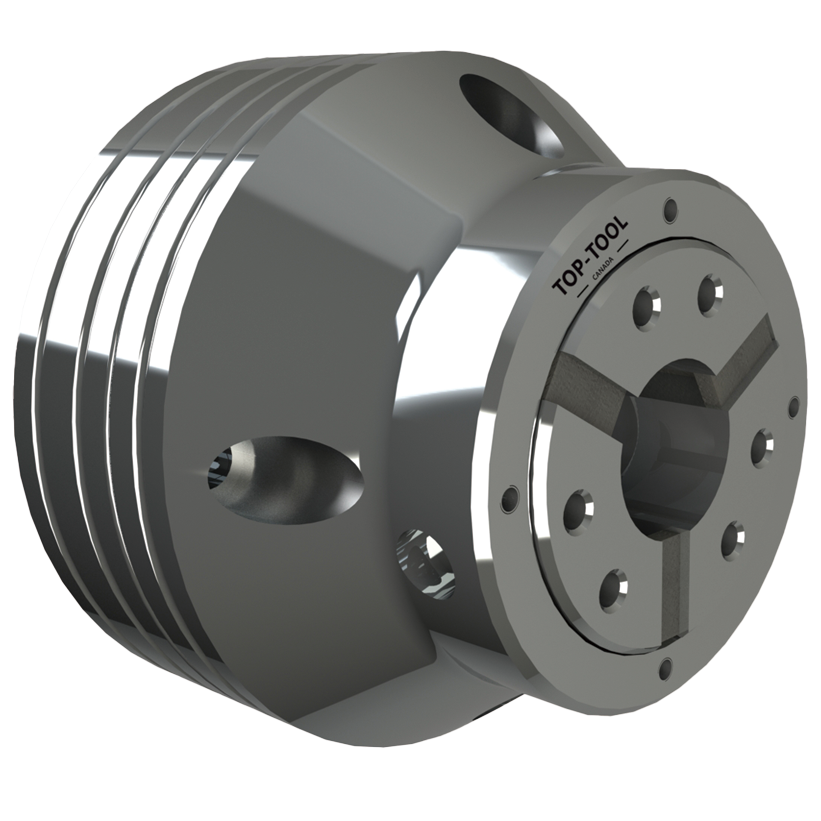
| Multi-spindle layout | Supports multiple clamping stations in one fixture or chuck system. |
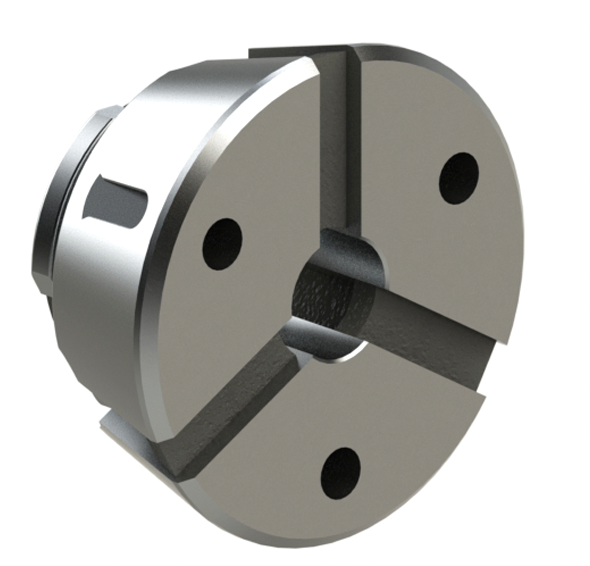
| Rubber-flex contact | Provides distributed support around each workpiece. |
| Production efficiency | Suitable for batch machining and repeated multi-part loading. |
| Compact fixture design | Helps reduce fixture footprint when part size allows. |
| Workpiece-specific selection | Station count, center distance and clamping range must be confirmed. |
Typical Applications
- Multi-workpiece clamping
- Batch machining of small or medium parts
- Multi-station CNC fixtures
- Repeated production setups
- Round or profile workpieces matched to rubber-flex collets
Technical Data for Multi-Spindle Clamping Head Chucks
Use the drawing and parameter tables to check station layout, center distance, clamping range, stroke, actuation conditions, maximum speed and fixture compatibility.
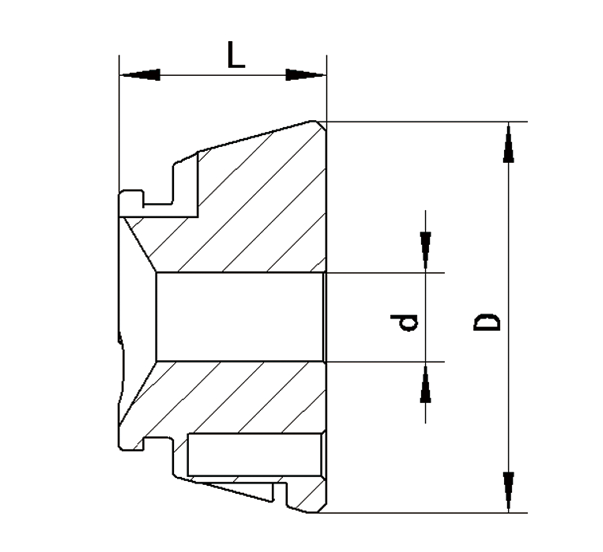
| Applicable Machine | Reference Code | L Overall Length (mm) | D Outside Diameter (mm) | Clamping Range (mm) | A Groove / Clamping Face Code | by Increment (mm) |
|---|---|---|---|---|---|---|
| Index MS16 | 16I | 35 | 44.3 | 4–16 | L | 0.5 |
| Index MS16 | 16I | 35 | 44.3 | 8–16 | R | 0.5 |
| Index MS16 | 16I | 35 | 44.3 | 11–16 | RL | 0.5 |
| Index MS18 | 22I | 36 | 44.3 | 4–22 | L | 0.5 |
| Index MS18 | 22I | 36 | 44.3 | 8–22 | R | 0.5 |
| Index MS18 | 22I | 36 | 44.3 | 11–22 | RL | 0.5 |
| Index MS22 | 9022L | 37 | 44.3 | 4–22 | L | 0.5 |
| Index MS22 | 9022R | 37 | 44.3 | 8–22 | R | 0.5 |
| Index MS22 | 9022RL | 37 | 44.3 | 11–22 | RL | 0.5 |
| Index MS22 | 9022BL | 40 | 44.3 | 4–22 | L | 0.5 |
| Index MS22 | 9022BR | 40 | 44.3 | 8–22 | R | 0.5 |
| Index MS22 | 9022BS | 40 | 44.3 | 11–22 | RL | 0.5 |
| Index MS32 | 32I | 47.15 | 61 | 4–32 | L | 0.5 |
| Index MS32 | 32I | 47.15 | 61 | 8–32 | R | 0.5 |
| Index MS32 | 32I | 47.15 | 61 | 11–32 | RL | 0.5 |
| Schutte AF26, SE25, SE26, SF26-S | 39S | 38 | 60.5 | 4–26 | L | 0.5 |
| Schutte AF26, SE25, SE26, SF26-S | 39S | 38 | 60.5 | 8–26 | R | 0.5 |
| Schutte AF26, SE25, SE26, SF26-S | 39S | 38 | 60.5 | 11–26 | RL | 0.5 |
| Mori Say 6-26 | 69B | 43 | 69.8 | 6–32 | L | 0.5 |
| Index ABC | 42I | 43 | 69.8 | 6–32 | L | 0.5 |
Related Rubber-Flex Pages

FAQ
What is a multi-spindle rubber-flex collet chuck used for?
It is used for clamping multiple workpieces or multiple stations in one compact clamping head workholding layout.
What machines is it commonly used with?
It is commonly checked for multi-spindle automatic lathes or dedicated multi-station machine layouts where chuck interface, station arrangement and production rhythm are already defined.
Is this the same as a standard single rubber-flex chuck?
No. This page covers a multi-spindle or multi-station arrangement. Single rubber-flex chuck pages are handled separately.
What should be checked before selection?
Check station count, center distance, workpiece diameter, collet type, actuation method, draw force, machine layout and required repeatability.
Can all workpieces be clamped at the same time?
The clamping method depends on the fixture design. The layout must be confirmed from the workpiece drawing and machine requirements.
Can it be used for rough machining or higher-cycle production?
It can be used for batch production, higher-cycle loading or selected rough-machining layouts when workpiece consistency, fixture rigidity, blank condition and clamping structure are suitable.
What rubber-flex collet data can be referenced during selection?
The matching rubber-flex collet series may be referenced for collet accuracy up to 0.01 mm, chuck body accuracy up to 0.005 mm and collet hardness HRC 58 to 62. These values should be checked together with station layout, clamping range and machine conditions.
What information is needed?
Provide the workpiece drawing, quantity per cycle, station layout, clamping diameter, center distance, material and required accuracy.