Through-hole clamping head chuck for uniform outside-diameter clamping.
Through-Hole Rubber-Flex Collet Chuck
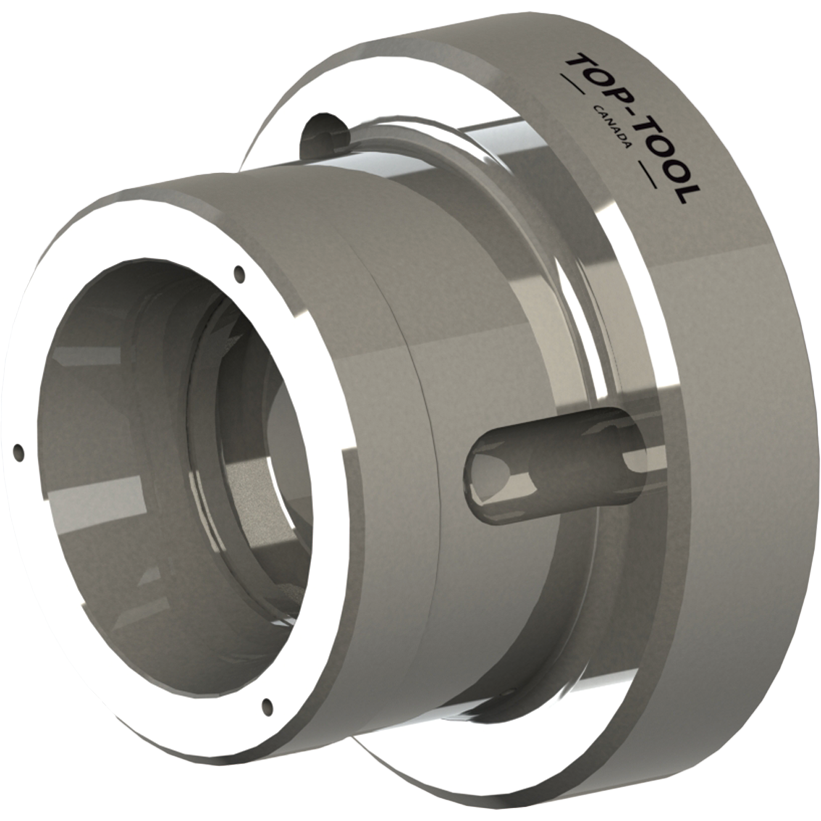
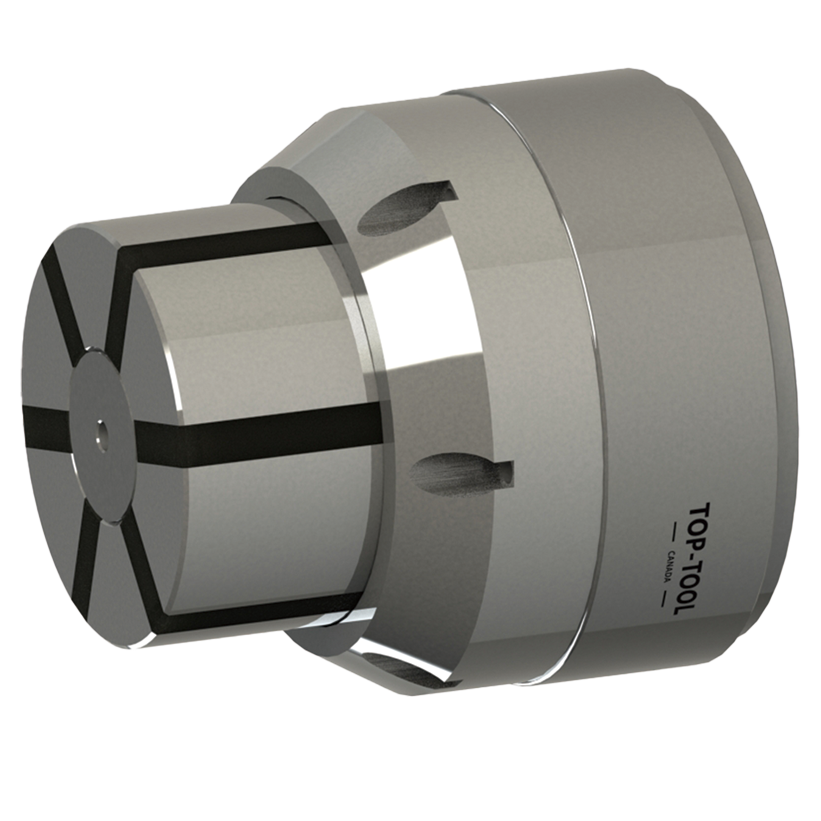
KORRETTO through-hole clamping head chuck is used for outside clamping of round, square, hex and profile workpieces. The rubber-flex clamping head provides continuous contact around the workpiece, helping reduce jaw marks, clamping deformation and runout variation compared with conventional jaw clamping. This page covers the through-hole external-clamping clamping head chuck, not the Rubber-Flex Collets collection page and not an internal-expansion mandrel page.
Product Overview
The through-hole clamping head chuck is selected when the workpiece can be clamped from the outside diameter and requires more uniform support than a standard jaw chuck. It is suitable for precision turning, grinding, finishing and repeated clamping of parts with stable outside dimensions.
Selection should confirm the workpiece shape, clamping diameter, workpiece tolerance, collet type, draw force, radial clamping force, maximum speed and machine spindle or fixture layout.
Key Features
| Feature | Description |
|---|---|
| Uniform outside clamping | Rubber-flex collet contact supports the workpiece around the clamping diameter. |
| Through-hole chuck structure | Suitable for workpieces and layouts requiring center clearance. |
| Reduced clamping marks | Helps reduce jaw marks compared with point-contact jaw clamping. |
| Shape compatibility | Can be selected for round, square, hex or special profile clamping ranges. |
| Precision workholding use | Suitable for repeated CNC clamping where consistency matters. |
Typical Applications
- Round shafts and sleeves
- Square and hex workpieces
- Thin-wall or mark-sensitive parts
- Precision turning and finishing
- Repeated CNC lathe clamping
- Workpieces requiring uniform outside support
Technical Data for Through-Hole Clamping Head Chucks
Use the drawing and parameter tables to check chuck structure, collet stroke, maximum draw force, maximum radial clamping force, maximum clamping diameter, recommended workpiece tolerance and maximum speed.
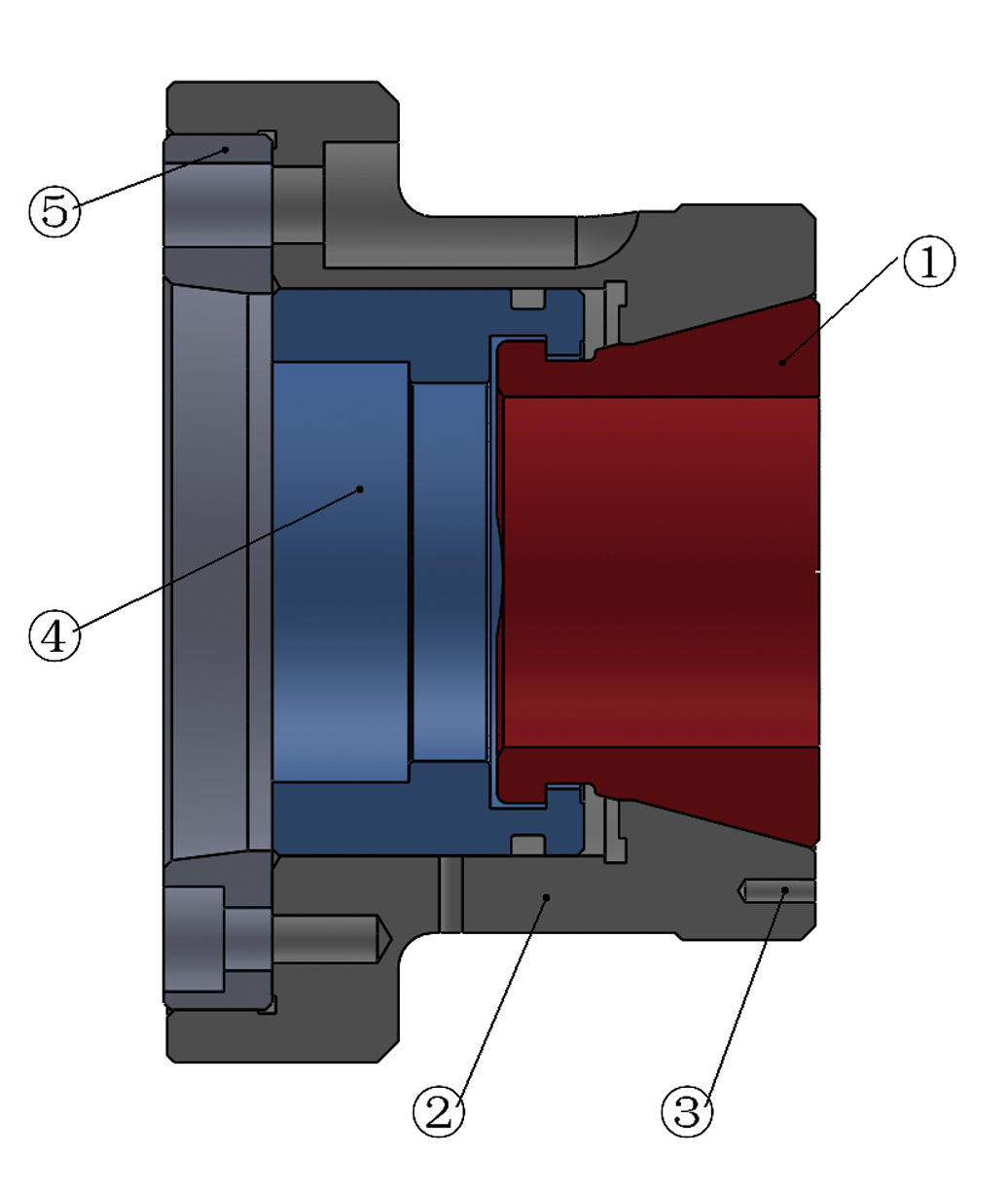
| No. | Structure Name (Illustration) |
|---|---|
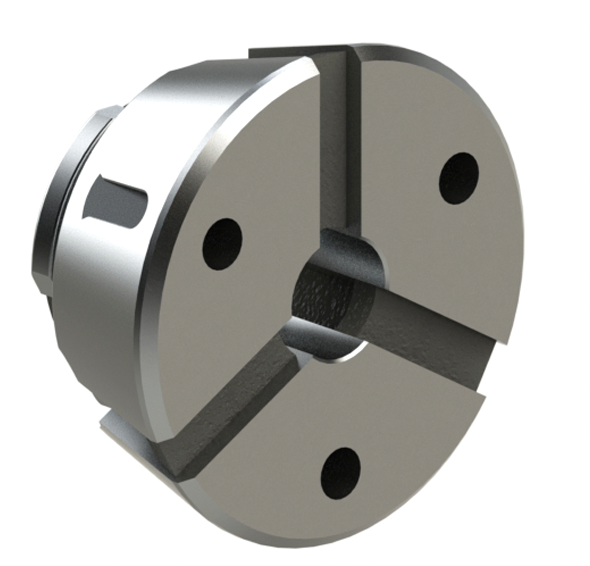
| 1 | Clamping Head (vulcanized segmented steel structure) |
| 2 | High-Precision Chuck Body |
| Specification | Stroke (mm) | Maximum Draw Force (kN) | Maximum Radial Clamping Force (kN) | Maximum Clamping Diameter (mm) | Recommended Workpiece Tolerance (mm) | Maximum Speed (r/min) |
|---|---|---|---|---|---|---|
| 32 | 2.5+3 | 25 | 70 | 32 | ±0.3 | 8000 |
| 42 | 2+2.5 | 35 | 80 | 42 | ±0.5 | 7000 |
| 52 | 2+2.5 | 35 | 80 | 52 | ±0.5 | 6000 |
| 65 | 2+2.5 | 50 | 90 | 65 | ±0.5 | 5000 |
The matching rubber-flex collet series may be referenced according to KORRETTO rubber-flex collet data: collet accuracy ≤ 0.01 mm, chuck body accuracy ≤ 0.005 mm and collet hardness HRC 58–62. These values describe the matching rubber-flex collet series and should be checked together with the selected chuck model, workpiece tolerance and clamping condition.
Clamping Head Workholding Guide
The clamping head and rubber flex collet guide explains segmented steel and vulcanized rubber construction, full-length contact, changeover, runout inspection, comparison with soft jaws and typical CNC turning applications.
Related Rubber-Flex Pages

FAQ
What workpieces is the through-hole rubber-flex collet chuck suitable for?
It is suitable for bar-fed workpieces, long outside-diameter clamping, thin-wall rotating parts, appearance-sensitive parts and materials that can be marked easily. Final suitability should still be checked against wall thickness, gripping length, cutting load and trial clamping results.
What is the purpose of the through-hole structure?
The through-hole structure allows bar stock or long workpieces to pass through the chuck. It is often selected for continuous machining or applications that benefit from reduced re-clamping.
Why does the rubber-flex collet have both hardness and elasticity?
The metal clamping sections keep the required gripping hardness, while the vulcanized rubber layer gives the segmented structure elastic movement. The rubber-filled slots also help reduce chip entry and sticking in the segment gaps.
Can a rubber-flex collet reduce thin-wall deformation?
The larger clamping head contact area can help distribute clamping force and reduce local marking or deformation risk, but the final result still depends on wall thickness, material, gripping length and cutting conditions.
How do I choose between a rubber-flex collet chuck and a standard hard-jaw chuck?
A rubber-flex collet chuck is often preferred when the workpiece is sensitive to jaw marks, thin-wall deformation or short gripping lengths. For heavy interrupted cutting or rough machining, a hard-jaw or hydraulic chuck may still be more suitable.
What are the key parameters of the rubber-flex collet series?
KORRETTO rubber-flex collet series data may be referenced as collet accuracy ≤ 0.01 mm, chuck body accuracy ≤ 0.005 mm and collet hardness HRC 58–62. Selection should also confirm model, clamping range, through-hole size, interface dimensions and machine installation conditions.