Special hydraulic power chuck for face clamping, thin rings, short parts and limited contact areas.
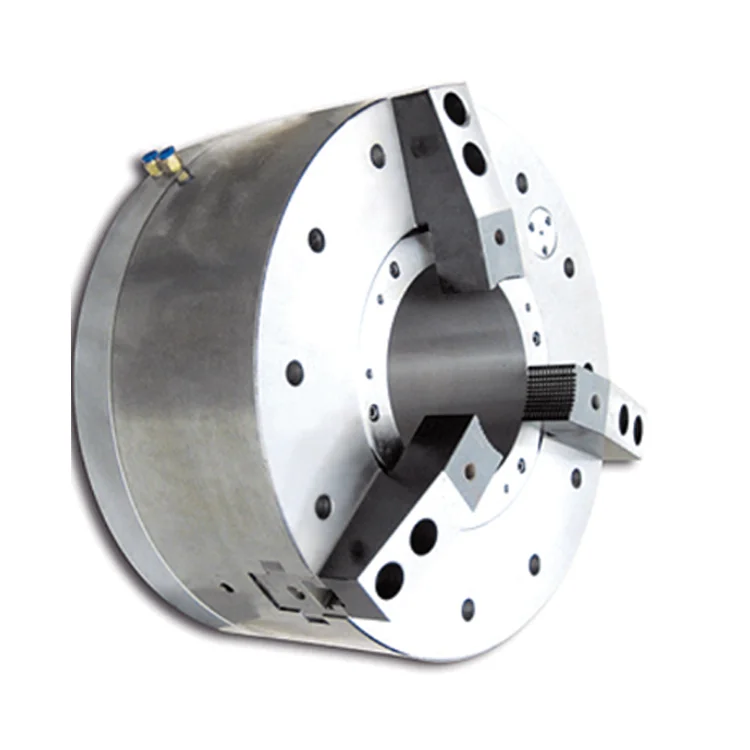
Finger Chuck
KORRETTO Finger Chuck is a application-specific power chuck used when the workpiece cannot be held deeply from the outside diameter. The finger-type clamping elements contact the end face or limited clamping areas, making it suitable for thin rings, short workpieces, disc-type parts and components where outside clamping would interfere with the machining area.

Product Overview
The Finger Chuck is a application-specific power chuck used for workpieces that need end-face or local-contact holding instead of conventional outside-diameter gripping. It is useful when the clamping area is limited, the part is short, or the outer surface must remain open for machining.
This type of chuck should be selected according to the workpiece end face, available clamping area, wall thickness, cutting load, machine spindle interface and required repeatability.
Key Features
| Feature | Description |
|---|---|
| Face-clamping structure | Holds the workpiece from the end face or limited contact area. |
| Finger-type clamping elements | Useful when conventional jaw contact is not suitable. |
| Reduced outside-diameter interference | Leaves more outside surface available for machining. |
| Suitable for thin or short parts | Used for thin rings, short blanks and disc-type workpieces. |
| Special hydraulic chuck application | Designed for face clamping and local-contact workholding rather than general jaw chuck use. |
Typical Applications
- Thin ring parts
- Short workpieces
- Disc-type components
- Workpieces with outside-diameter machining interference
- Parts requiring end-face clamping
- CNC lathe special fixtures
Technical Data and Dimensions
Use the drawing and parameter tables to check chuck size, installation dimensions, clamping stroke, hydraulic force, clamping force, speed and workpiece compatibility. The finger contact area must be reviewed together with the workpiece drawing.
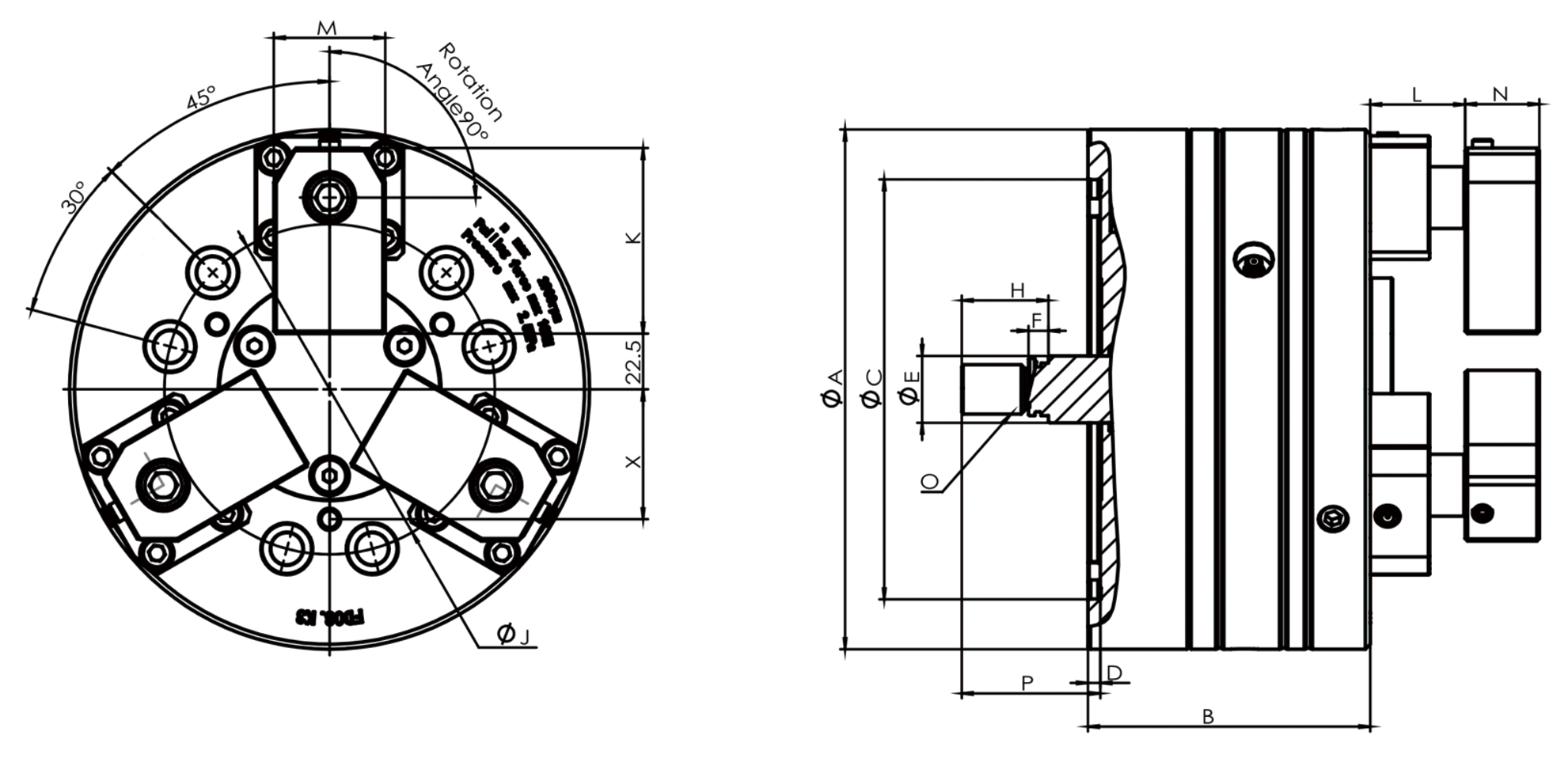
Use this drawing to confirm installation dimensions and technical parameters.
| Model | A | B | C | D | E | F | H | I | N | O | P |
|---|---|---|---|---|---|---|---|---|---|---|---|
| FK-08 | 210 | 110 | 170 | 5 | 30 | 8 | 35 | 38.3–58.3 | 30 | M20*2.5 | 56–76 |
| FK-10 | 254 | 120 | 220 | 5 | 30 | 8 | 35 | 38.3–58.3 | 30 | M20*2.5 | 56–76 |
| Model | Jaw Swing Stroke (mm) | Jaw Vertical Stroke (mm) | Jaw Compensation (mm) | Max. Clamping Force (kN) | Max. Speed (r/min) | Net Weight (kg) |
|---|---|---|---|---|---|---|
| FK-08 | 12 | 8 | 2 | 21 | 2900 | 28 |
| FK-10 | 12 | 8 | 2 | 26 | 2400 | 37 |
Selection Notes
- Confirm whether the part can be clamped from the end face.
- Check available clamping area, wall thickness and part rigidity.
- Review whether outside-diameter clamping interferes with machining.
- Confirm clamping force, finger stroke and locating method.
- For thin-wall parts, compare diaphragm chucks and rubber-flex collets when deformation risk is high.
Related Application-Specific Power Chuck Pages



FAQ
What workpieces is this Finger Chuck used for?
It is used for workpieces whose outside diameter is not convenient for clamping, as well as parts that need end-face location, step contact or machining-area clearance.
How is face clamping different from standard outside-diameter clamping?
A standard jaw chuck usually grips the outside diameter. A Finger Chuck can support the workpiece from the end face, step or limited contact area, reducing interference with the outside machining area.
Can the finger jaws be customized?
In many projects, yes. The finger-jaw shape and contact location should be checked against the workpiece drawing, contact surface, clearance area and machining load.
Is this chuck suitable for automatic clamping?
Yes, it can be used for hydraulic automatic clamping and unclamping, but the jaw stroke, end-face support and workpiece locating stability should be confirmed first.
Why is the workpiece drawing needed for selection?
The workpiece drawing is important because the Finger Chuck depends heavily on the end face, step geometry, contact area and clearance requirement.
Can it replace a 2-jaw or 3-jaw hydraulic chuck?
That depends on the workpiece structure. Regular round parts may still use a standard hydraulic chuck, while workpieces that cannot be gripped well on the outside diameter may require a Finger Chuck.
Is it suitable for heavy cutting?
Heavy cutting must be confirmed according to workpiece rigidity, contact surface, support area, finger-jaw structure and hydraulic pressure.
What information is needed for quotation?
Please provide the workpiece drawing, end-face structure, usable clamping area, clearance requirement, machine model, spindle nose, machining process and current clamping issue.