Rubber Collet Chuck · Collet Chucks for CNC Lathe & Machining Center
KORRETTO rubber collet chuck —also known as a clamping head chuck or flex collet chuck —replaces conventional hard jaws with vulcanized rubber flex collets for uniform, mark-free gripping. Chuck body precision ≈?.005mm, max speed 8000 rpm, 10-second collet change, through-hole for bar feeding. The preferred collet chuck for lathe and machining center workholding where precision and fast changeover matter most.
Rubber Collet Chuck · Key Features
Why Choose a Rubber Clamping Head Chuck?
Chuck body precision ≈?.005mm; SK series rubber collet precision ≈?.01mm. Far exceeds hydraulic jaw chucks (typically 0.03–.05mm). Complete all turning operations in one setup.
Use the CCT quick-change tool to swap rubber flex collets in under 10 seconds. One chuck body accommodates dozens of different workpiece diameters —a genuine quick-change collet chuck for high-mix, low-volume production.
The clamping action simultaneously pulls the workpiece axially into the chuck, seating it against the datum face automatically. Consistent axial positioning with zero manual adjustment.
Full bore through the spindle enables bar stock to be fed from the rear of the spindle, supporting automatic bar feeders for continuous, unattended CNC turning production.
Large rubber contact area distributes force evenly —no jaw marks on the workpiece OD. Ideal for re-chucking pre-machined parts or gripping soft materials such as aluminum and copper.
Rubber Collet Chuck Specifications —Through-Hole Type (Dead-Length Clamping)
| Size | Stroke [mm] | Max Pulling Force [kN] |
Max Radial Clamping Force [kN] |
Max Clamping Diameter [mm] |
Recommended Workpiece Tolerance [mm] |
Max Speed [rpm] |
|---|---|---|---|---|---|---|
| 32 | 2.5+3 | 25 | 70 | 32 | ±0.3 | 8000 |
| 42 | 2+2.5 | 35 | 80 | 42 | ±0.5 | 7000 |
| 52 | 2+2.5 | 40 | 94 | 52 | ±0.5 | 7000 |
| 65 | 2+2.5 | 45 | 105 | 65 | ±0.5 | 6000 |
| 80 | 2+2.5 | 50 | 115 | 80 | ±0.5 | 5500 |
| 100 | 3+5 | 65 | 150 | 100 | ±1.0 | 5000 |
| 125 | 3+6 | 70 | 165 | 125 | ±1.0 | 3200 |
| 160 | 3+3 | 100 | 235 | 160 | ±1.0 | 3200 |
Sizes above 160mm available on request · Chuck body precision ≈?.005mm · Collet precision ≈?.01mm · Dead-length design: workpiece OD tolerance ±0.3–.0mm per size
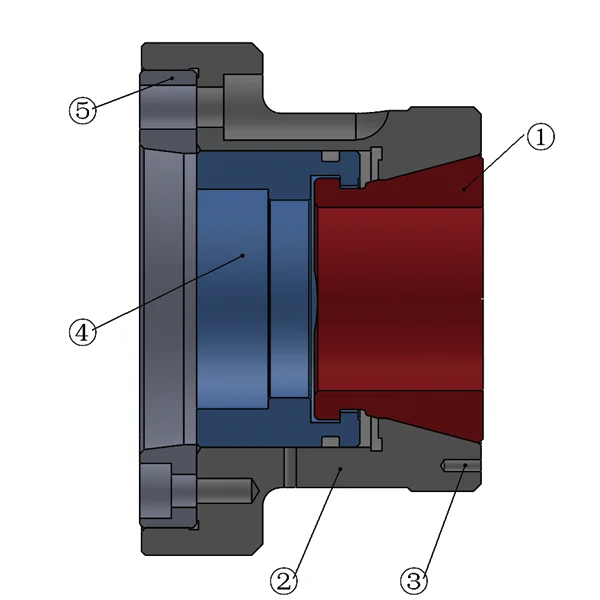
Product Structure
-
1Clamping Head (Replaceable Rubber Collet)
Vulcanized rubber bonded with hardened steel segments. Generates the pull-down effect for automatic axial workpiece positioning. Corresponds to SK series rubber flexible collets.
-
2High-Precision Chuck Body
Hardened steel, precision ≈?.005mm. Ensures repeatable concentricity after every collet change.
-
3Front Stop Mounting Threads
For installing a front locating stop ring when axial front-face positioning is required.
-
4Draw Tube Connection Threads
Connects to the spindle hydraulic/pneumatic draw tube to transmit the clamping/unclamping force. Compatible with major spindle interfaces.
-
5Spindle Flange
Mounts to the spindle nose. Custom flange interfaces available for A2-5, A2-6, A2-8 and other standard spindle nose configurations.
SK Series Rubber Flex Collets – Types
Smooth gripping surface. Best precision, ideal for pre-machined OD surfaces with no marking allowed.
Radial grooves increase friction. Suitable for higher cutting forces and heavier machining operations.
Maximum grip with combined groove pattern. For heavy-duty turning and high-torque applications.
For non-standard workpiece diameters or urgent replacement. Widest gripping range per size.
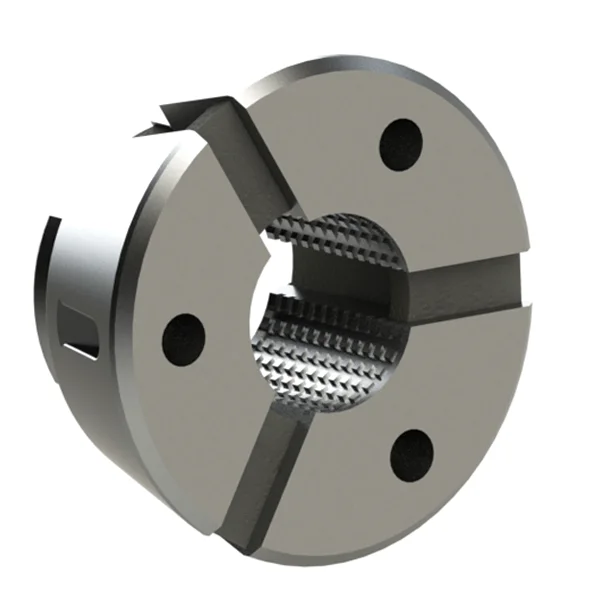
SK rubber flex collets available for round, square, and hexagonal bore profiles. Sizes 32–00mm standard; larger on request. Compatible with all KORRETTO rubber collet chuck bodies.
CCT Quick-Change Tool

Collet change in under 10 seconds; pneumatic version available for robotic automation
The CCT quick-change tool is designed exclusively for SK series rubber collets. No additional tools required —one-hand operation completes a collet swap in under 10 seconds, minimizing changeover downtime.
| Tool Model | Compatible Clamping Head |
|---|---|
| CCT42 | 42S / 42R / 42RL |
| CCT52 | 52S / 52R / 52RL |
| CCT65 | 65S / 65R / 65RL |
| CCT80 | 80S / 80R / 80RL |
Selection Guide
Choose Chuck Size by Workpiece Diameter
Select the chuck size closest to —but not less than —the maximum workpiece OD. Example: Φ45mm workpiece →?choose size 52 (max clamping 52mm). Smaller collets within the same chuck body can clamp a wide range of diameters —refer to SK collet specs.
Collet Type Selection (S / R / RL / EM)
Finished OD, no marking →?S (Smooth); standard turning →?R (Radial); heavy cutting, high torque →?RL (Radial + Longitudinal); non-standard diameter →?EM (Emergency). Square and hexagonal bore profiles also available for non-round workpieces.
Rubber Clamping Head vs. Hydraulic Jaw Chuck
Choose the rubber clamping head chuck when you need: —recision ≈?.01mm; —ast multi-product changeover (<10 sec); —o jaw marks on finished surfaces; —ar stock through-feeding. Any one of these requirements favors the rubber chuck over conventional hydraulic jaw chucks.
Through-Hole vs. Semi-Through-Hole with Internal Stop
This page covers the through-hole type, optimized for bar stock auto-feeding without a front stop. If your application requires precise axial front-face positioning, ask us about the semi-through-hole type with internal locating stop for higher axial accuracy.
Use as Milling Chuck —Vertical Machining Centers
The vertical fixed-type rubber collet chuck mounts directly onto the machining center table or tombstone. As a milling chuck alternative, it offers 0.01mm runout precision and mark-free clamping for pre-finished parts —outperforming conventional collet chucks and soft-jaw setups on precision turned components that require secondary milling.
Frequently Asked Questions
Q: What is a rubber clamping head chuck and how is it different from a hydraulic jaw chuck?
A: A rubber clamping head chuck uses an elastic rubber collet (the "clamping head") instead of hard steel jaws. The rubber contact distributes clamping force uniformly around the workpiece OD, achieving precision ≈?.005mm compared to ≈?.03–.05mm for hydraulic jaw chucks. Additional advantages: collet swaps in 10 seconds, no surface marking, and a through-bore for bar feeding.
Q: What are the four SK collet types and when do I use each?
A: S (Smooth) —highest precision, no marking, for pre-finished surfaces. R (Radial Grooves) —increased friction for heavier cuts. RL (Radial + Longitudinal Grooves) —maximum grip, for heavy-duty and high-torque turning. EM (Emergency) —widest clamping range for non-standard diameters or urgent changeover. All types support round bore; S and R also support square and hexagonal profiles.
Q: What does "pull-down effect" mean?
A: During clamping, the rubber collet geometry simultaneously draws the workpiece axially inward, pressing its end face against the locating datum. This pull-down effect provides automatic, repeatable axial positioning with no manual intervention —essential for batch production where part-length consistency is critical.
Q: What is the maximum clamping diameter and spindle speed?
A: Standard models cover 32mm to 160mm maximum clamping diameter. Max spindle speed is 8000 rpm for size 32, down to 3200 rpm for sizes 125 and 160. Sizes beyond 160mm are available on request. Chuck body precision ≈?.005mm; rubber collet precision ≈?.01mm.
Q: Can the rubber collets clamp non-round (square or hexagonal) workpieces?
A: Yes. SK series collets are available with square-bore and hexagonal-bore profiles (available in S and R types, sizes 32–0). The rubber elastic body adapts to the workpiece shape and provides uniform gripping force across all contact faces. Contact us with your specific workpiece cross-section and diameter for a recommendation.
Q: What spindle interfaces are supported?
A: The chuck body mounts to the spindle nose via a flange. Standard A2-5, A2-6, A2-8, and flat-nose (DIN 55026 / ISO 702) interfaces are supported. Custom flanges for non-standard spindle noses are available —provide your spindle nose drawing or model number when enquiring.
Q: What is a rubber flex collet and how is it different from a standard spring collet (ER collet)?
A: A rubber flex collet (SK series) is a vulcanized rubber element bonded with hardened steel segments. Unlike standard spring collets (ER, 5C, etc.) which grip via radial spring force, the rubber flex collet grips via elastic rubber compression —distributing force evenly across the full contact surface. Key advantages: no jaw marks, zero-backlash pull-down effect for automatic axial positioning, and precision ≈?.01mm. The rubber flex collet also tolerates a wider workpiece diameter range (±0.3–.0mm depending on size) without replacement, whereas a spring collet typically requires a precise match.
Q: Can these collet chucks be used for milling and machining center applications?
A: Yes. The vertical fixed-type rubber collet chuck is specifically designed for machining centers. It mounts on the table or tombstone and is used as a precision milling chuck for secondary operations on CNC-turned parts. Runout precision ≈?.01mm ensures that milling, drilling or grinding operations on pre-turned workpieces maintain tight tolerances without regripping errors. Contact us for the vertical fixed-type specification.
Request a Rubber Collet Chuck Quote
Share your workpiece diameter, material, precision requirement and production volume —our engineers will recommend the right collet chuck model and rubber flex collet configuration, free of charge.
Request Quote Request Technical Data