Power Chuck Selection Guide
Soft Jaws vs Hard Jaws for CNC Lathe Chucks: How to Choose
Soft jaws and hard jaws are not just accessories for a CNC lathe chuck. They change how the chuck contacts the workpiece, how much area supports the part, where the locating surface is controlled and how repeatable the clamping result can be.
Hard jaws are commonly reviewed for rough stock, rough machining and general gripping. Soft jaws are commonly machined to match the workpiece profile, increase contact area and support repeat clamping. Custom jaws may be needed when the workpiece shape, wall thickness, finished surface or locating datum cannot be handled well by standard jaws.
Jaw type and jaw count are separate decisions. A 3-jaw chuck, 2-jaw chuck or 4-jaw chuck can still require different jaw materials and jaw profiles. For jaw count selection, see 2-jaw vs 3-jaw vs 4-jaw power chucks. For the broader chuck category, see what is a power chuck.
Direct answer
Use hard jaws when the workpiece surface is rough, the operation is rough machining, or a durable gripping surface is needed and jaw marks are not the main concern. Use soft jaws when the jaws need to be machined to the part profile, when contact area and repeat location are important, or when a finished or sensitive surface needs more controlled support.
Use custom jaws when neither standard hard jaws nor simple soft jaws can support the part correctly. This often happens with shaped parts, thin-wall parts, unusual datums, short gripping lengths or surfaces that cannot accept concentrated contact.
The practical question is not “soft jaws or hard jaws, which one is better?” The correct question is:
- what surface will the jaws touch?
- is that surface rough, finished, thin-wall or deformation-sensitive?
- how much contact area is needed?
- is the part round, square, rectangular or shaped?
- does the jaw need to match a profile?
- will the operation be roughing, finishing or repeat production?
- does the jaw interface match the chuck model?
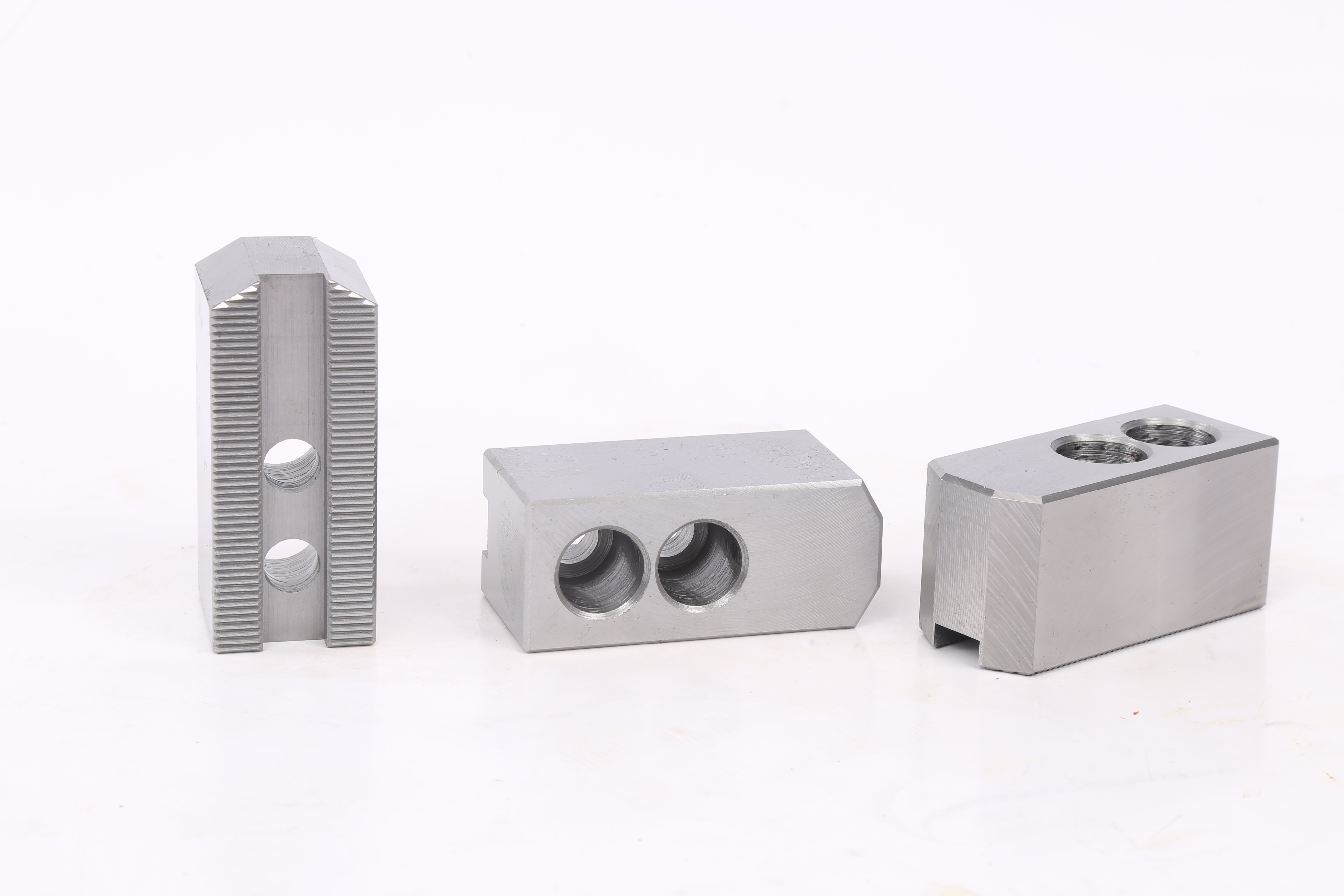
What are hard jaws?
Hard jaws are chuck jaws used for general gripping and more durable contact. They are commonly reviewed for rough stock, rough machining and workpieces where the surface can accept stronger jaw contact.
Typical hard jaw review cases include:
- rough bar stock;
- cast or forged blanks;
- rough turning operations;
- general-purpose gripping;
- workpieces where visible jaw marks are acceptable;
- applications where jaw durability is more important than machined profile matching.
Hard jaws are not automatically better because they are harder. If the workpiece surface is finished, thin or sensitive to deformation, hard jaws may create concentrated contact or visible marks. The final result depends on the jaw shape, contact area, clamping force, workpiece material and cutting load.

What are soft jaws?
Soft jaws are machinable chuck jaws. They are commonly machined to match the workpiece diameter, profile or locating surface. This can increase contact area and help control repeat location in CNC turning.
Typical soft jaw review cases include:
- finished surfaces;
- repeat production parts;
- thin-wall or deformation-sensitive workpieces;
- parts requiring larger contact area;
- profile-matched clamping;
- short parts that need better axial or radial support;
- workpieces that need a controlled locating surface.
Soft jaws are not automatically more accurate. Their performance depends on how the jaws are designed and machined, how the part is located, how much contact area is used and whether the chuck and machine condition are suitable.
For KORRETTO products, see lathe soft jaws and hard jaws.
Soft jaws vs hard jaws comparison
The table below gives a practical starting point. Final selection still depends on the chuck model, jaw interface, workpiece drawing and machining process.
| Selection point | Hard jaws | Soft jaws |
|---|---|---|
| Main purpose | General gripping and durable contact | Profile-matched clamping and repeat support |
| Common workpiece surface | Rough stock, raw material or surfaces where jaw marks are acceptable | Finished, semi-finished, profile-controlled or repeat-location surfaces |
| Contact pattern | Usually more concentrated unless the jaw shape matches the part | Can be machined to increase contact area |
| Typical operation | Roughing, general clamping, heavier gripping conditions | Finishing, repeat production, shaped or sensitive parts |
| Jaw marks | Higher marking risk on sensitive surfaces | Can reduce marking risk when designed and machined correctly |
| Repeatability | Depends on jaw condition, contact surface and setup | Can support repeat location when the machined jaw profile matches the part |
| Important checks | Jaw interface, gripping surface, part material and cutting load | Machined profile, contact area, datum, deformation risk and tool clearance |
Soft jaws and hard jaws are not ranked from low to high quality. They are selected for different workholding conditions.
When to choose hard jaws
Choose hard jaws when the operation needs durable gripping and the workpiece surface can accept stronger contact.
Hard jaws are commonly reviewed for:
- rough stock;
- first-operation turning;
- rough machining;
- raw bar or blank clamping;
- workpieces where jaw marks are not critical;
- applications where repeated jaw machining is not required.
Hard jaws can be suitable when the clamping surface is not the final surface or when the part will be machined after clamping. They may also be used when production needs a simple and durable gripping setup.
However, hard jaws should be reviewed carefully if the part is thin, finished, coated, easily marked or easily deformed. In those cases, the contact area and clamping force may need a different solution.
When to choose soft jaws
Choose soft jaws when the jaws need to match the part shape or when repeat clamping is important.
Soft jaws are commonly reviewed for:
- finished or semi-finished surfaces;
- repeat production;
- parts that need a machined jaw profile;
- thin-wall parts;
- short parts that need more support;
- workpieces where jaw marks are a concern;
- parts requiring a controlled locating surface.
Soft jaws can increase contact area and help distribute clamping load. This may reduce marking risk and improve support, but it does not guarantee that every mark or deformation problem will disappear. Material, wall thickness, clamping force, cutting load and jaw design still matter.
When custom jaws are needed
Custom jaws are reviewed when standard jaws cannot support the part correctly.
Common cases include:
- irregular workpieces;
- non-round parts;
- two-sided or four-sided clamping surfaces;
- thin-wall parts;
- finished surfaces that cannot accept concentrated contact;
- short gripping lengths;
- unusual locating datums;
- parts where tool clearance conflicts with standard jaws;
- automation loading where jaw opening and part access must be controlled.
Custom jaws may be used on 2-jaw, 3-jaw or 4-jaw chucks. They should be designed around the workpiece drawing, datum, tool path and machining sequence.
For shaped workpieces and jaw count selection, see 2-jaw vs 3-jaw vs 4-jaw power chucks.
How jaw choice affects clamping accuracy and repeatability
Clamping accuracy is not decided by jaw material alone. It depends on the full workholding chain:
- chuck condition;
- jaw interface;
- jaw profile;
- contact area;
- locating datum;
- workpiece rigidity;
- clamping force;
- cylinder and drawbar matching;
- machine condition;
- machining load.
Soft jaws can improve repeat location when they are machined to the part and used with a stable datum. Hard jaws can work well when the workpiece surface and process suit their contact pattern. Neither jaw type can compensate for the wrong datum, poor contact or incompatible chuck interface.
For hydraulic chuck system matching, see hydraulic chucks and rotary hydraulic cylinder.
Jaw marks, deformation and contact area
Jaw marks and deformation usually come from the relationship between contact area, clamping force, workpiece material and wall thickness.
A small contact area can concentrate force and leave marks. A thin-wall part may deform even if the jaw type is correct. A rough surface may need stronger gripping, while a finished surface may need a softer or profile-matched contact.
Soft jaws can reduce marking risk by increasing contact area and matching the part profile. Hard jaws can provide durable gripping for rougher work. The correct choice depends on what surface is being clamped and what operation comes next.
Important review points include:
- Is the clamped surface final or will it be machined later?
- Is the part thin-wall or solid?
- Is the surface rough, finished, ground, coated or sensitive?
- Is the cut light finishing or heavy roughing?
- Is the part supported by enough jaw length?
- Does the jaw shape match the actual contact surface?
If the part is deformation-sensitive, jaw selection should be reviewed together with clamping force, support length and process sequence.
Jaw type vs jaw count
Jaw type and jaw count should not be mixed into one decision.
Jaw count answers this question:
How many contact points or support directions does the workpiece need?
Jaw type answers this question:
What jaw material and jaw profile should touch the workpiece?
For example:
- a 3-jaw chuck may use hard jaws for rough bar stock;
- the same 3-jaw chuck may use soft jaws for repeat finished parts;
- a 2-jaw chuck may need custom jaws for opposing-side shaped workpieces;
- a 4-jaw chuck may need dedicated jaws for square or rectangular parts.
A correct jaw count can still fail if the jaw type, jaw interface or contact profile is wrong.
Selection checklist
Before choosing soft jaws, hard jaws or custom jaws, prepare the following information:
- chuck model;
- chuck size;
- jaw interface;
- serration or mounting pattern;
- workpiece drawing;
- workpiece material;
- clamping diameter or clamping surface;
- rough or finished surface condition;
- part wall thickness;
- part weight and length;
- locating datum;
- roughing or finishing operation;
- expected cutting load;
- jaw opening requirement;
- required support length;
- tool clearance near the jaws;
- repeatability requirement;
- whether the jaw surface needs to be machined;
- whether the part will be loaded manually or by automation.
Do not select jaws only by chuck diameter. The jaw interface, mounting pattern and chuck model must match.
Related KORRETTO pages
Related Resources
FAQ
What is the difference between soft jaws and hard jaws?
Hard jaws are used for general gripping and durable contact, often on rough stock or rough machining operations. Soft jaws are machinable jaws that can be cut to match the workpiece profile, increase contact area and support repeat clamping.
When should I use hard jaws?
Use hard jaws when the clamping surface is rough, the operation is rough machining, or visible jaw marks are not the main concern. The jaw interface and chuck model still need to match.
When should I use soft jaws?
Use soft jaws when the part needs profile-matched contact, larger support area, repeat location or more controlled contact on finished or sensitive surfaces.
Are soft jaws less accurate than hard jaws?
No. Soft jaws are not automatically less accurate. Accuracy depends on how the jaws are machined, how the part is located, the contact area, the chuck condition and the machining process.
Can soft jaws reduce jaw marks?
Soft jaws can reduce marking risk when they are machined correctly and provide more contact area. They do not guarantee that all jaw marks will disappear, because material, clamping force and cutting load still matter.
When are custom jaws needed?
Custom jaws are needed when standard jaws cannot support the part shape, datum or contact surface correctly. They are common for shaped parts, thin-wall parts, short gripping lengths and unusual locating requirements.
Do soft jaws and hard jaws affect clamping force?
They affect the actual contact and support result. Nominal clamping force also depends on the chuck, cylinder, drawbar, jaw stroke, contact area and workpiece rigidity.
What information is needed to choose chuck jaws?
Provide the chuck model, chuck size, jaw interface, workpiece drawing, material, clamping surface, locating datum, surface condition, machining load and repeatability requirement.